We have categorized the FAQ of A1 into product specifications, product features, and product usage-related. You can quickly navigate to the desired module using the sidebar on the left.
The A1 printer comes pre-installed with a stainless steel nozzle with a diameter of 0.4 mm. To reduce excessive nozzle wear, it is not recommended to use the stainless steel nozzle for printing filaments that contain hard particles such as carbon fiber, glass fiber,r or other inorganic particles, such as PLA-CF/GF, PLA Glow-in-the-dark, PETG-CF/GF, PAHT-CF/GF, etc. However, if you replace the nozzle with a hardened steel material, you can print these filaments on the A1. If you wish to use AMS lite for filament feeding on the A1, please follow the requirements specified by AMS lite for the filaments.
Due to its open-frame design and lower chamber temperature, A1 is prone to reduced interlayer strength when using high-temperature filaments. This leads to increased warping risks and larger warping amplitudes for large-sized models. Therefore, it is not recommended to use ABS, ASA, PC, PA, PA-CF/GF, PET-CF/GF, PPA-CF/GF, and other conventional high-temperature materials on A1 for printing models that require high interlayer strength with large sizes and/or high infill densities. However, these high-temperature materials can be used on A1 for printing small-sized models with low infill densities. The printing results may vary depending on the filaments' dry and wet state, the characteristics of the model itself, printing parameters, and the ambient temperature.
Furthermore, ABS and ASA release harmful and irritating gases during printing. Therefore, they require higher air filtration and ventilation. As A1 is an open-frame printer without air-tight sealing or purification capabilities, it is recommended not to use A1 for printing ABS and ASA unless in well-ventilated environments at a safe distance from people.
No, AMS is incompatible with the A1. You must use the AMS lite if you want a multi-color print using A1.
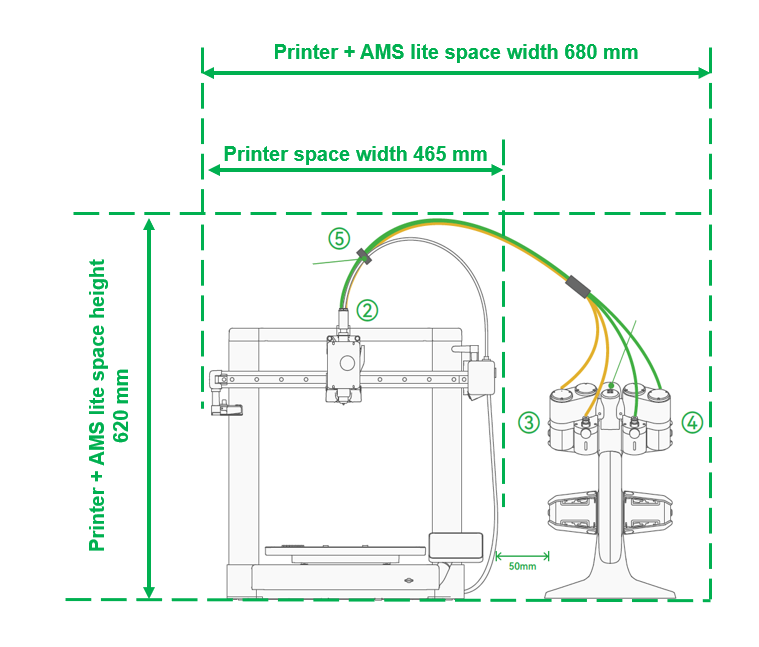
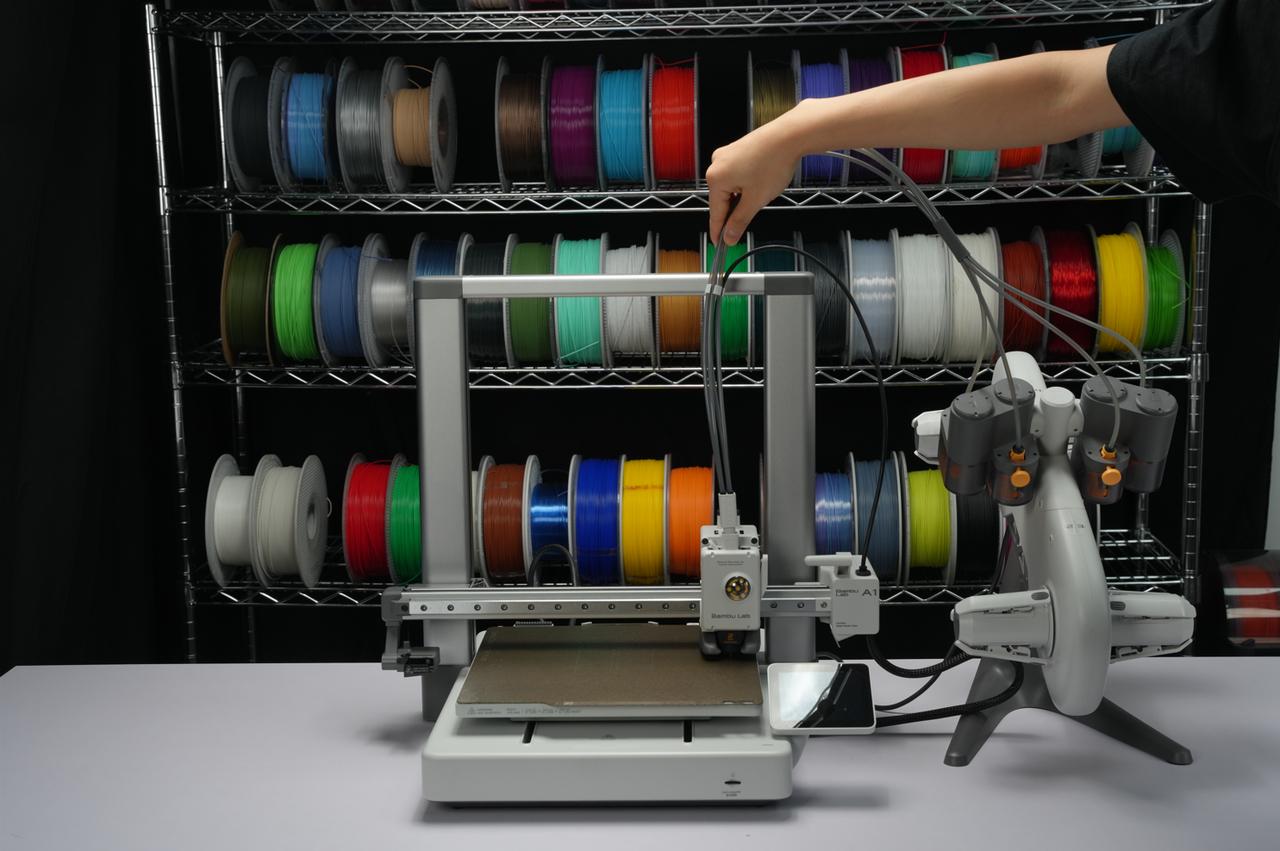
¶ What are the best locations to position the A1 and AMS lite?
The recommended distance between A1 and AMS lite is 50 mm, as shown in the diagram.
¶ Can AMS lite be mounted on the beam of the A1 to reduce space occupation? If so, how should I proceed with the operation?
Please visit our Makerworld model website (click here to go to the MW link), where you will be able to find model supports, installation tutorials, and purchase links for accessory screws. You can also refer to our wiki page (click here to go to the wiki) for more related information.
¶ If I install AMS lite on the beam, will the filament spool slide down, or will it affect the accuracy of vibration compensation?
If the AMS lite is correctly installed, the filament spool should not slide down, even if the previous two spools have a certain forward tilt angle. Additionally, to avoid affecting the accuracy of vibration compensation, you can add reinforcement to the column.
¶ What is the total height (printer + bracket + AMS Lite + PTFE tubes) after installing the AMS Lite on the crossbeam?
The total height after installation is approximately 80 cm.
¶ Can I use multiple AMS lite units with the A1 for up to 16 color prints?
The A1 can only support one AMS lite, which means it can print with a maximum of 4 colors.
¶ The A1 supports a maximum of one AMS lite, so why is an extra 4-pin connector available?
This interface is reserved for future product expansions and/or additional functionalities.
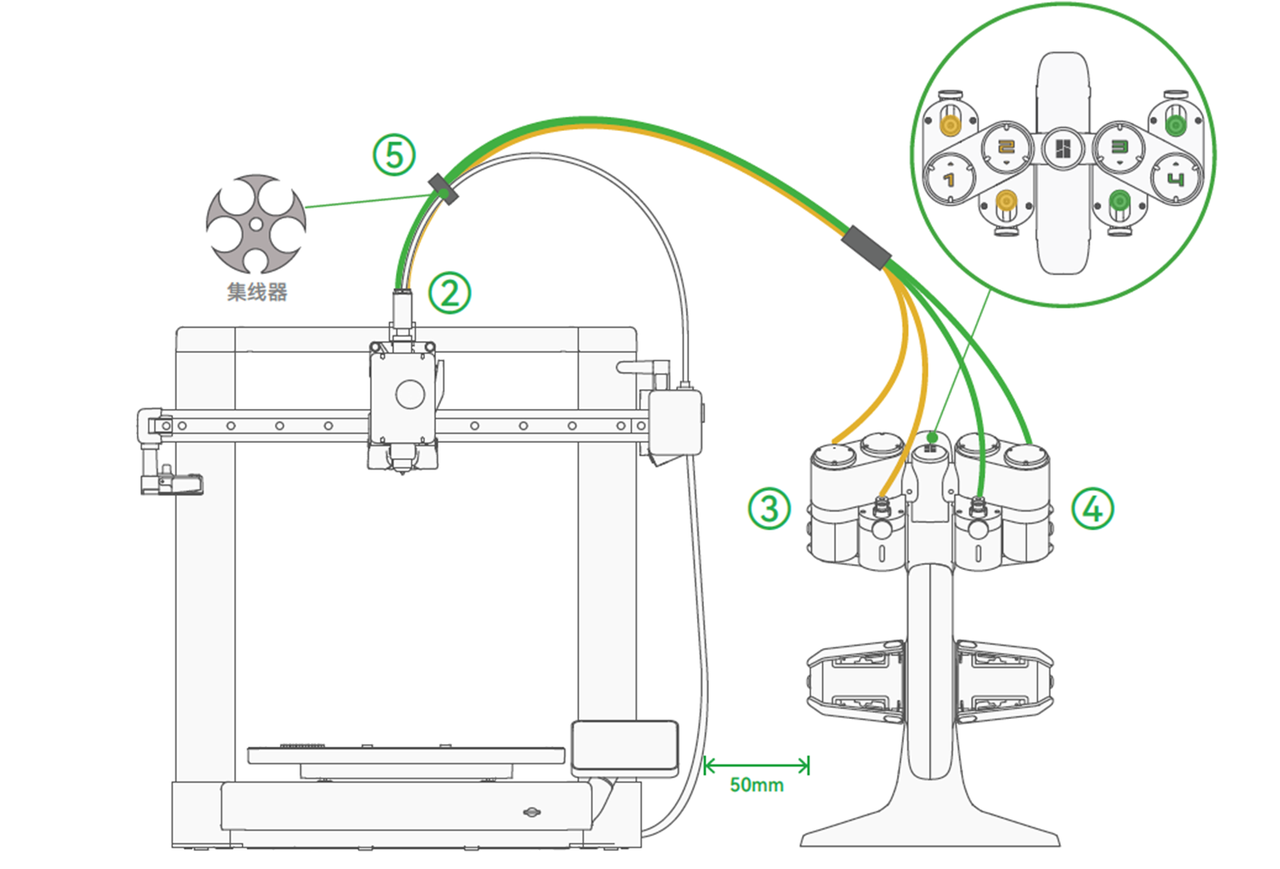
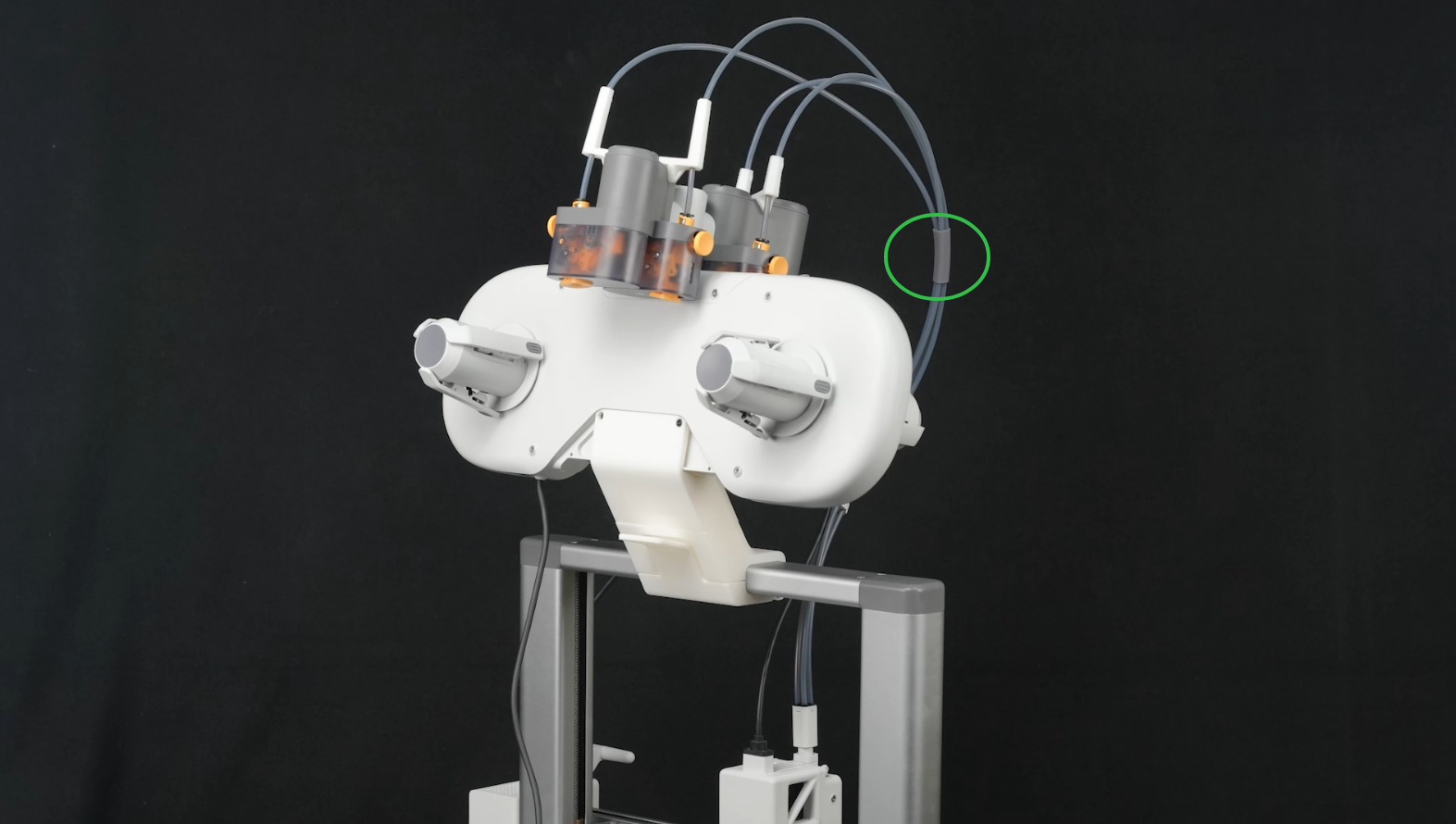
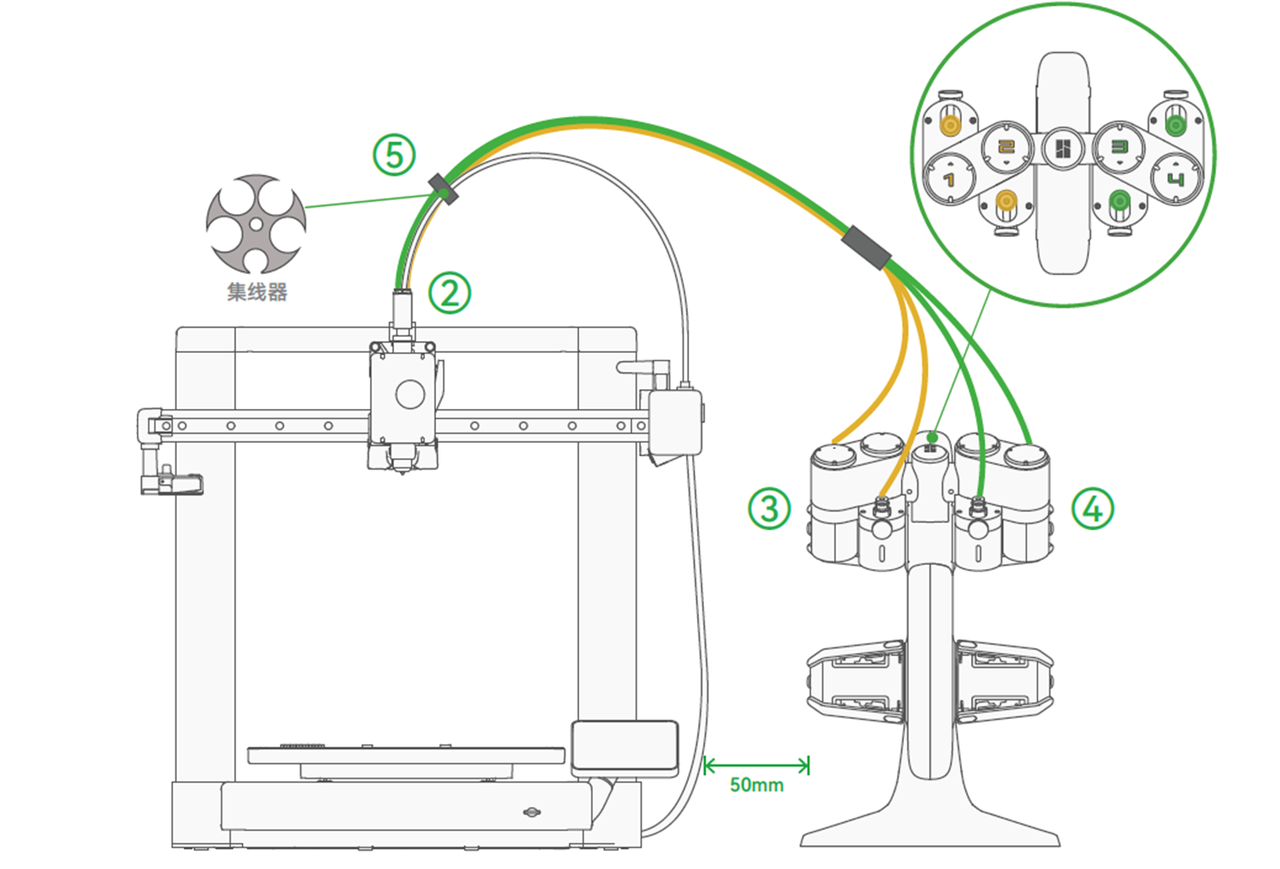
¶ How should the PTFE tubes be oriented for the least resistance?
1. The recommended distance between A1 and AMS lite is 50 mm, as shown in the diagram. Placing it too far may increase resistance when printing in the far-end position.
2. It is advised to keep the four PTFE tubes bundled together to avoid excessive dispersion.
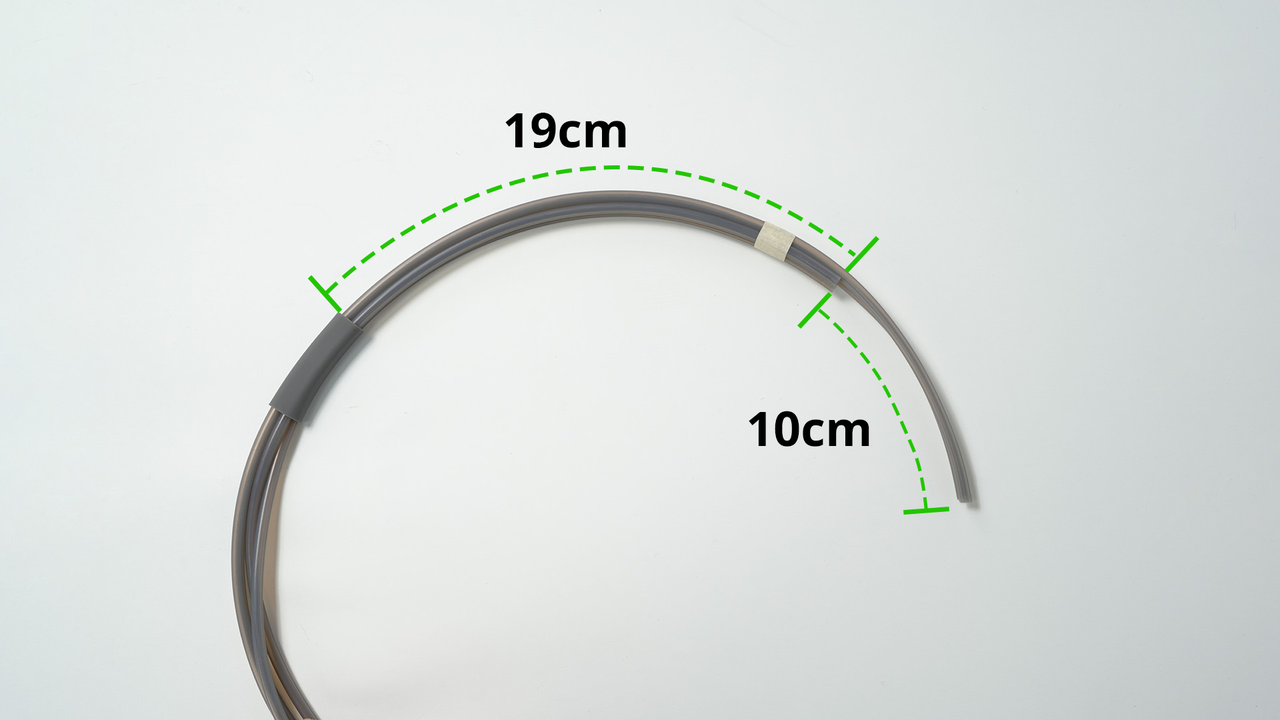
3. AMS lite is equipped with a silicone tube organizer pre-installed on the PTFE tube to reduce resistance. This allows the nearby tubes to be pulled straight, minimizing resistance. It is recommended to install the silicone tube organizer as shown in the diagram:
¶ What is the overall space requirement X, Y, and Z for the A1 + AMS lite?
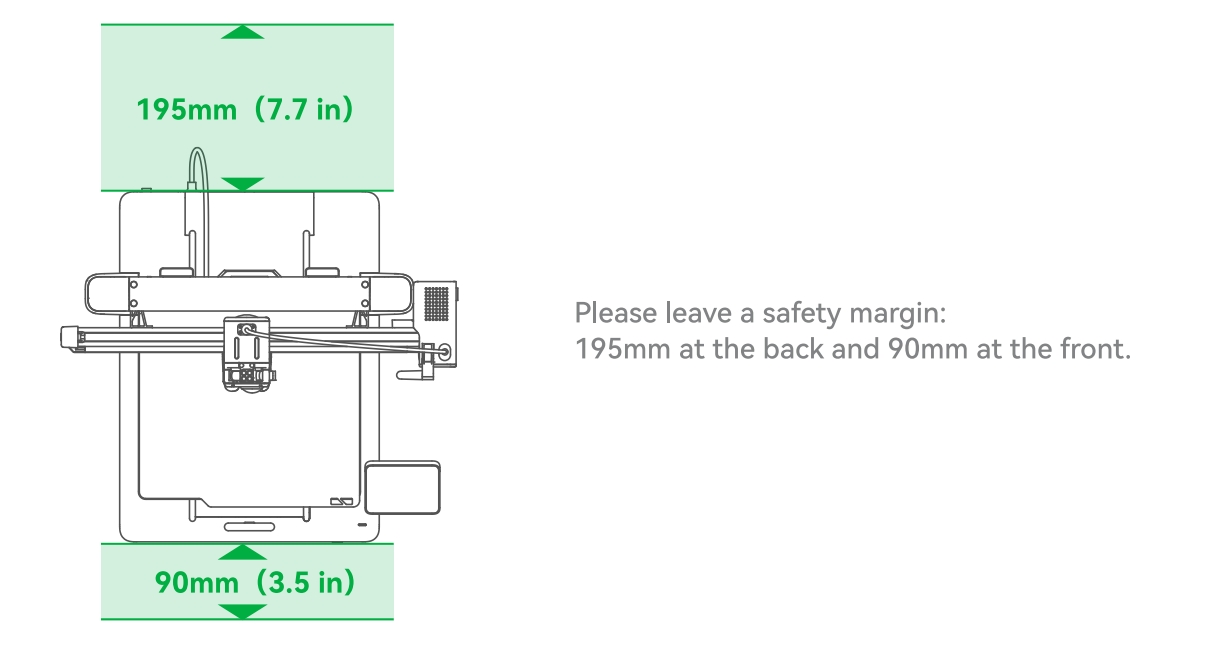
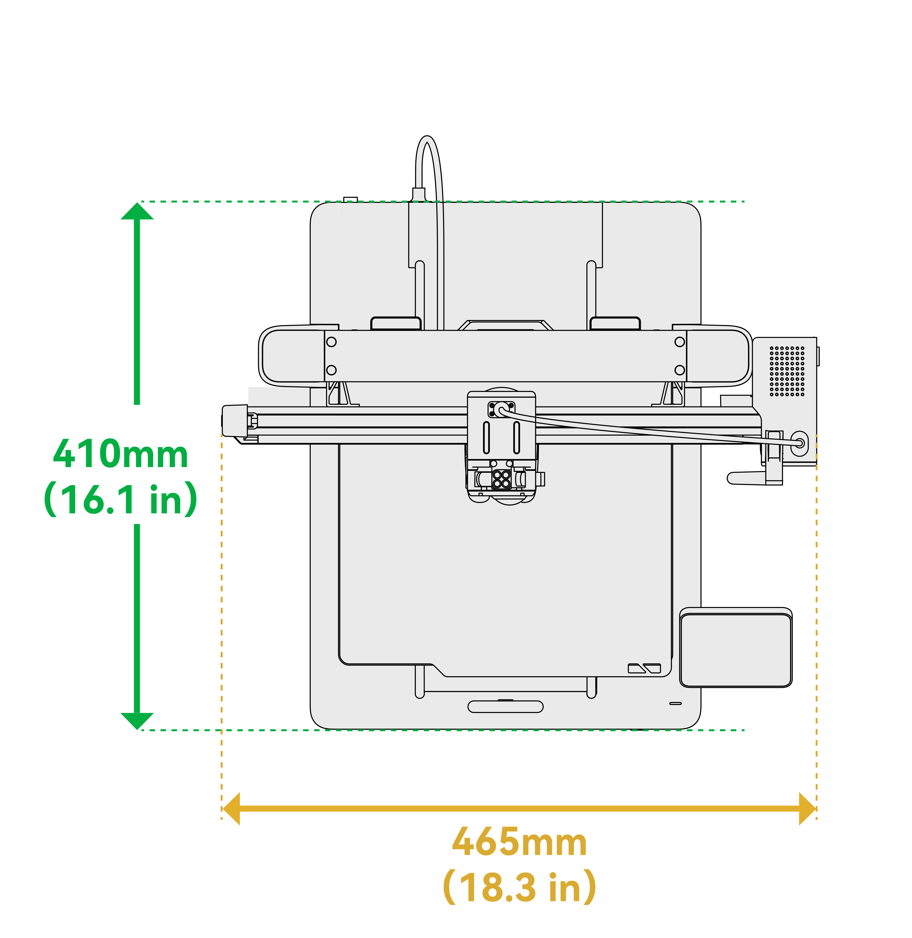
¶ How much space should be reserved when moving the A1 heatbed to the front and back of the printer?
As shown in the diagram, when placing the printer, please leave sufficient, safe space for the heatbed to move in the Y direction, approximately 410 mm + 90 mm + 195 mm = 695 mm.
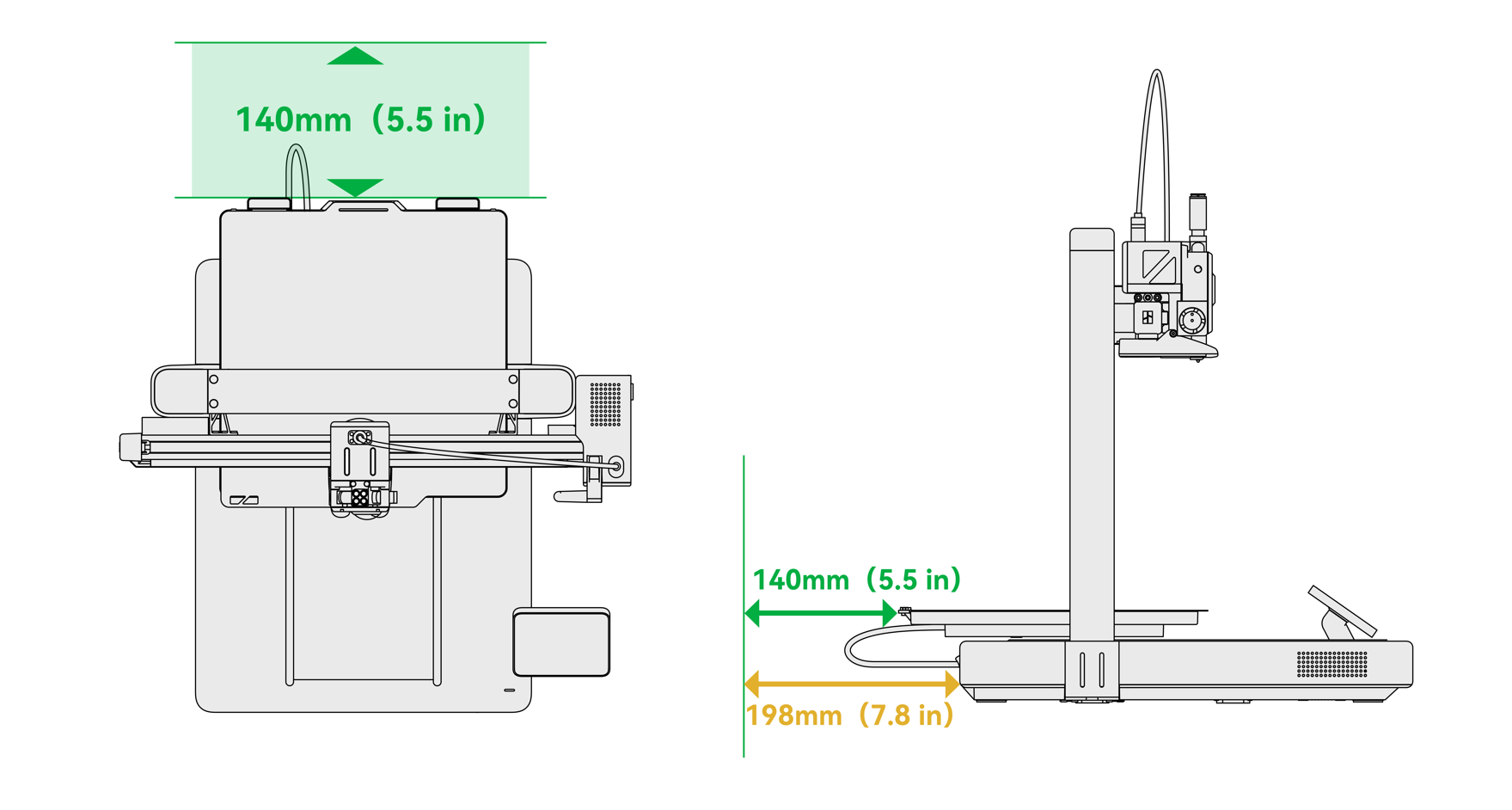
¶ How much space should be reserved behind the heatbed to prevent the heatbed cable from being impacted?
When unboxing the A1 printer, a textured PEI plate is included. While the official store offers Smooth PEI sheets or other build plates of the same size as the A1, it is not recommended to use any build plate other than the Bambu Lab textured PEI plate on the A1. This is because other build plates may have slightly weaker magnetic adhesion to the A1's heatbed unless the user has low requirements for the magnetic adhesion of the heatbed.
¶ What materials can be printed on a textured PEI plate?
The textured PEI plate can print various materials, such as PLA, PETG, and TPU, without glue. After printing, please wait for the build plate to cool down completely before removing the printed model. It is advised to clean the build plate with warm water and regular soap to maintain optimal adhesion.
¶ Can the A1 print without a microSD card & use only Bambu Studio/Handy?
No, the A1 does not have built-in memory, so you must insert a microSD card to send a print. The printer comes pre-installed with a 32 GB microSD card.
¶ What is the maximum size and format microSD card the A1 can use?
The A1 supports a microSD card of up to 2TB if formatted using the printer option. Please refer to this page for more information about microSD card-related FAQs.
¶ What does the white LED on the printer body near the screen indicate?
A flashing white LED indicates that there are AI assistant messages that need to be looked at; a solid white light means that the system status is normal.
You can set the print speed in Bambu Studio when slicing on the speed page. While printing, you can change the speed mode (Silent, Standard, Sport, Turbo) on the printer, Bambu Handy or Bambu Studio. It's important to note that Sport and Turbo require higher hotend temperatures for best results, and we recommend setting a higher speed in the slicer.
¶ How does the printer react to a filament runout?
The A1 utilizes a filament hall sensor to determine if the filament has run out. The A1 supports filament runout detection and can resume printing after filament replacement. When used with AMS lite, the A1 can be configured to use a backup filament as a substitute after the current filament runs out.
After powering on the printer again, you can choose to resume printing after power loss, allowing the A1 to continue and complete the previously interrupted print job.
We have a printing guide for TPU, and you can find more information in this document. Additionally, we recommend you refer to our filament guide to obtain more information on filament settings parameters.
¶ Where is the best place to position the purge tower?
Near the purge wiper - Left side (Thus avoiding waste or scaps getting onto the bed or z-axis and saving the toolhead's travel time during filament changes.)
Firmware upgrades will be published occasionally to add more features and patches to the software running on the machine. The printer will check for any available updates in the cloud and display a pop-up notification if there are.
Yes, the A1 supports auto-recovery from a step loss; you can enable this feature on the print options page.
¶ Is there a proper tool to remove the tubes from the tool head?
If you find removing the PTFE tube from the tool head inconvenient, you can print this model to assist with the operation: ptfe_tool.3mf.
¶ How do you turn off the sound effects before and after printing?
The sound effect can be turned off in 'Main menu - Settings - Print options.'
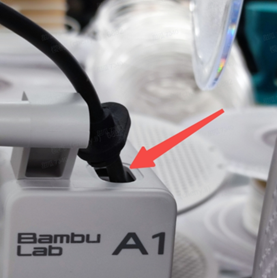
¶ If the Type-C cable of the printer gets stuck in the pillar or the latch gets pulled out during the printing process, how can it be repaired?
The detachment may be due to improper installation of the hub or spool holder. The hub should be positioned close to the tool head side but not too low. The optimal position is to align the hub's edge with the beam's lower edge once the hub comes into contact with the hot end and heatbed. The reason for doing this is to minimize the likelihood of the hub getting stuck with the Z-axis column at this position.
When using an external filament spool, it is recommended to mount the bracket slightly to the right in the middle of the beam, touching the right-side beam.
If it is reinstalled in place after detachment, it can still be used normally without any impact.
¶ I'm not satisfied with the quality of the first-layer print. Can I give me some advice?
If the quality of the first layer print is not satisfactory, it could be due to not performing automatic calibration or using a different build plate that significantly differs from the one used during calibration. I recommend repeatedly using the same build plate and running the "Auto Bed Leveling" function in the automatic calibration.
Generally, it is recommended to perform bed leveling every time you change the build plate to achieve better quality in the first layer print.
¶ How to install the blade for the heatbed scraper?
Please refer to our installation video for instructions.
Low-temperature filaments such as PLA, PETG, TPU, and support materials for PLA and PETG (Support for PLA, PVA, HIPS, etc.).
Conventional high-temperature filaments such as ABS, ASA, PC, PA, PA-CF/GF, PET-CF/GF, PPA-CF/GF, etc..
Kind Reminder:
The standard nozzle is made of stainless steel. When printing filaments containing hard particles (CF, GF, etc.) such as PLA-CF/GF, PLA Glow-in-the-dark, PETG-CF/GF, and PAHT-CF/GF, it is necessary to replace the nozzle with hardened steel to prevent excessive wear.
Due to the A1's open-frame design and lower chamber temperature, there is a risk of reduced interlayer strength and increased warping for large-sized models and models with high filling density when using conventional high-temperature filaments such as ABS, ASA, PC, PA, PA-CF/GF, PET-CF/GF, PPA-CF/GF, etc. on the A1. However, these high-temperature filaments can be used on the A1 to print small-sized models with low filling density. The printing results may vary depending on the filaments' dry and wet state, the characteristics of the model itself, printing parameters, and the ambient temperature.
¶ What is the max hotend/heat bed temperature of A1?
The max hotend temperature is 300 ℃, and the max heatbed temperature is 100 ℃.
¶ What are the differences between A1 and A1 mini?
256 * 256 *256 mm3. For more product specifications, please refer to this page. (click here)
¶ Is the nozzle stainless steel or hardened steel?
The printer comes pre-installed with a 0.4mm stainless steel nozzle. Our official store will sell extra nozzles, including a 0.2mm stainless steel nozzle and hardened steel nozzles in 0.4mm, 0.6mm, and 0.8mm diameters. If you require them, you can purchase them from the official store.
¶ What material is the extruder gear of the A1 made of?
The material of the extruder wheel of the A1 is hardened steel.
In silent mode, the operating noise of the A1 is around 48 dB.
¶ Are the hot end assemblies of A1 and A1 mini interchangeable?
Yes, the hot end assemblies of A1 and A1 mini are interchangeable. It is important to note that the tool head module of A1, including the hot end assembly, extruder unit, cutter, and AMS lite filament hub, are all compatible with A1 mini.
¶ What is the power draw of the A1 in printing and idle mode?
When the voltage input is 220V, the power consumption of the A1 in idle mode is 5 watts. During printing PLA, the average power consumption is 95 watts. Power consumption will increase when the nozzle or heatbed is heating up.
¶ What is the difference between lubricant oil and lubricant grease included in the A1 accessory box?
Considering user feedback regarding the stickiness of the lubricant grease and its potential to attract dust and debris, we have conducted extensive verification tests and decided to switch the lubricant for the Y-axis guide rail of the A1 model. Therefore, for the Y-axis guide rail of the A1 model, we recommend using lubricant oil for lubrication. We suggest switching to lubricant oil for future maintenance if you have previously used lubricant grease. During the lubrication process, you can also wipe off the lubricant grease on the guide rail and then follow the guide to applying the lubricant oil.
Friendly reminder:
The accessory box provides two types of lubricants, one is lubricant oil, and the other is lubricant grease. The packaging may vary depending on the batch, so please refer to the actual packaging you received. Here is an introduction to their respective applications:
Lubricant Oil: Used for X-axis linear rail, Y-axis guide rail, and eliminating noise from idler wheels.
Lubricant Grease: Used for lubricating lead screws and extruder wheels. Please note that it is strictly prohibited to use lubricating grease on the X-axis linear rail.
The design of A1 incorporates a heat sink that comes in contact with aluminum profiles. This layout increases the heat dissipation area, resulting in effective cooling. Therefore, the design of A1 does not include a cooling fan for the motherboard.
Our printer supports the auto bed leveling feature. We suggest you check the heatbed leveling option before starting the print job. This way, the algorithm will quickly check five points to determine whether to level again or reuse the previous leveling data. There shouldn't be a need to level the heatbed manually.
We recommend enabling the auto bed leveling option for every print job because magnetic build plates will likely not be placed in the same position with perfect precision after each print. Additionally, before the auto bed leveling, the printer will quickly test five points to determine whether it needs to level the bed again or reuse the previous leveling data.
The hotend will sense the ripple of the extrusion force during purging at the nozzle wiper and calibrate the K value.
¶ What happens in a partial nozzle clog situation?
A partial nozzle clog may cause an incorrect K value. The good news is that future firmware updates will support manual flow dynamics calibration.
¶ Is dynamic flow calibration needed before every print?
In the following cases, you will need to do the calibration ( but it's highly recommended to just keep it on for every print) :
If you introduce a new filament of different brands or models;
If the nozzle is worn out, as the friction in the nozzle will change;
If you replace the nozzle, as there is tolerance in the manufacturing;
If the filament is damp, moisture will change the viscosity of the filament;
If the max volumetric speed or print temperature is changed in the filament setting.
¶ Does the AMS lite filament hub contain a hall effect sensor for each filament input?
No, the AMS lite filament hub is just a mechanical structure and does not include electronic components. It does not know which slot the current filament comes from. For the printer to know which slot the current material comes from, the printer will first check the filament's position each time it loads or unloads the filament. For more detailed explanations, please refer to the AMS lite introduction.
¶ What is the reason behind the prompt "Enabling traditional timelapse photography may cause surface imperfections? It is recommended to change to smooth mode. Please click the confirm button if you still want to proceed with printing."
During the printing process, when taking a snapshot, leakage may occur during the pause. The traditional mode of time-lapse photography lacks a prime tower to mitigate this issue, which can negatively impact the printing quality. To address this, our strategy is to incorporate defects into the infill as much as possible to preserve the surface quality. However, defects may be unavoidable if the model doesn't have an infill area in a particular layer. In such cases, it is not recommended to enable time-lapse photography in the traditional mode; instead, it is advised to use the smooth mode. That's why you will receive a prompt before sending the print job.
We hope that the detailed guide we shared with you was helpful and informative.
We want to ensure that you can perform it safely and effectively. If you have any concerns or questions regarding the process described in this article, we encourage you to reach out to our friendly customer service team before starting the operation. Our team is always ready to help you and answer any questions you may have.