¶ Preset Profiles
Download and open the following .3mf file, and then import your model in a .stl file to apply the already adjusted printing parameters on it.
When printing with other models of 3D printers, you can select the model you need, select use the modified values according to the on-screen prompt, and then the process and filament parameters from the .3mf file will be directly applied.
Bambu Support for ABS (Normal Support).3mf
Bambu Support for ABS (Tree Support).3mf
¶ Preparation and protection before printing
The main component of Support for ABS is High Impact Polystyrene (HIPS). It is not sensitive to moisture and does not easily absorb water from the air, so it usually does not require drying before printing.
During printing, there may be an irritating odor similar to when printing ABS filament, but it is relatively mild. Therefore, we recommend using an enclosed printer and ensuring proper ventilation in the environment. Also, it is important to avoid close contact for a long period of time during printing.
¶ Setting support parameters
¶ Variable Layer Height is not supported
When printing with Support for ABS, selecting Variable Layer Height may cause printing to fail, so printing with Variable Layer Height is not recommended.
¶ Layer adhesion of the model
When using an AMS to print support filament, the layer adhesion of the model at the same height as the support will be somewhat reduced due to the following reasons:
- ABS filament is relatively sensitive to layer time. The flushing process during loading/unloading increases the layer printing time, which leads to a certain degree of overcooling. This will result in a decrease in layer adhesion.
- Support for ABS is a non-polar material, so it is relatively difficult to be flushed clean, causing some support filament to be mixed into the ABS filament. Because the layer adhesion of the support filament is relatively low, this issue will reduce the layer adhesion of the model at the same height as the support filament.
The following parameter settings can help reduce the layer adhesion loss.
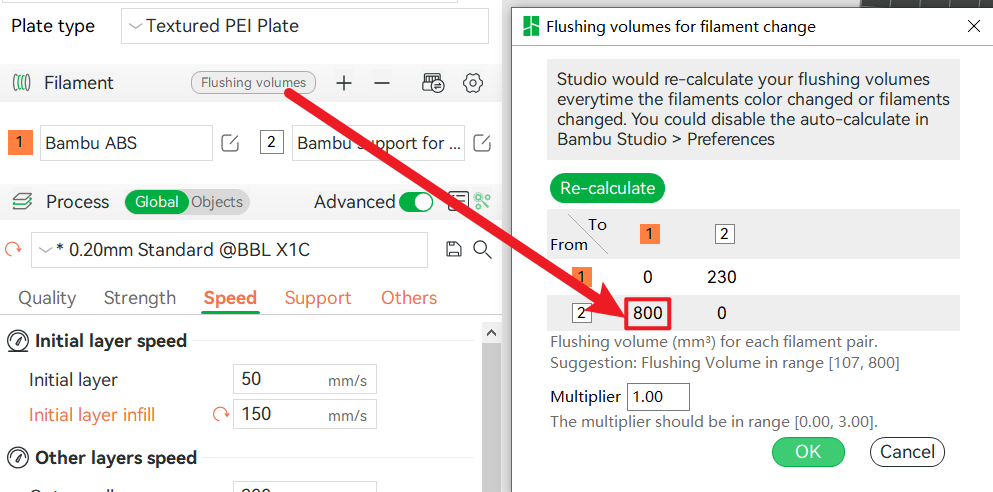
¶ Flushing volume
As shown in the image below, increase the flushing volume from Support for ABS to ABS filament to 800. This can reduce the amount of support filament mixed in the ABS filament in the nozzle, thereby mitigating the impact of the support filament on the layer adhesion of the model.
¶
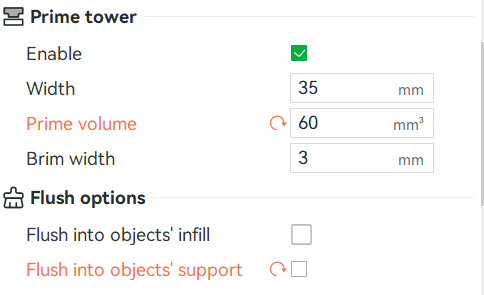
Prime tower
- Increase the wiping volume on the prime tower
- Disable Flush into the object's infill/support.
- Enable Avoid interface filament for base.
|
|
For more detailed information about the prime tower, please refer to Prime Tower.
¶ Model direction
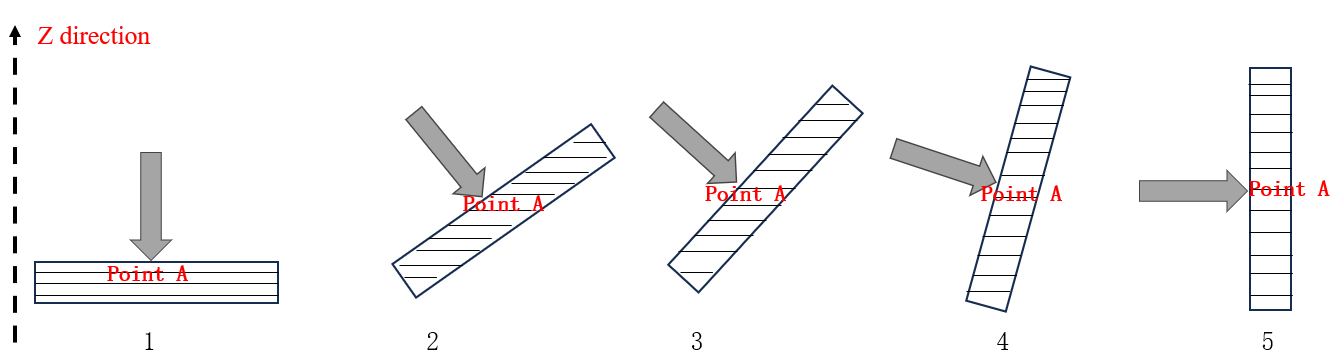
Because the printer stacks layer by layer from the bottom to the top, the adhesion inside the model is stronger than the edges. By placing the model in a more appropriate position, it can prevent the model from receiving force between layers.
As shown in the image below, the force-bearing surface and point remain the same. The model can be placed in a different angle to avoid receiving force on the layer direction. Therefore, the strength of the model is decreasing from 1 to 5.
¶ Strippability of support
The following parameter settings can improve the strippability of support.
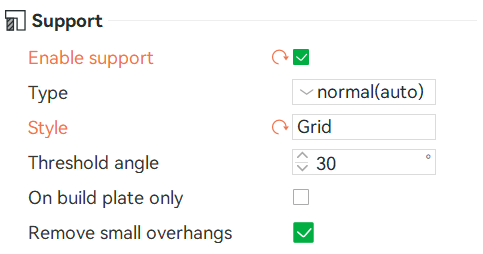
¶ Support style
When using normal supports, we recommend setting to default/grid style.
¶
Initial layer infill speed
Increase the initial layer infill speed to improve the strippability of support.
However, if the first layer infill speed is too high, it may increase the risk of warping.

¶
Interface layers
Increasing the number of interface layers can make it easier to remove the support.

¶ Tree support
When using tree support, it is recommended to adjust the parameters to make the interface complete and connected together, as shown in the image below.
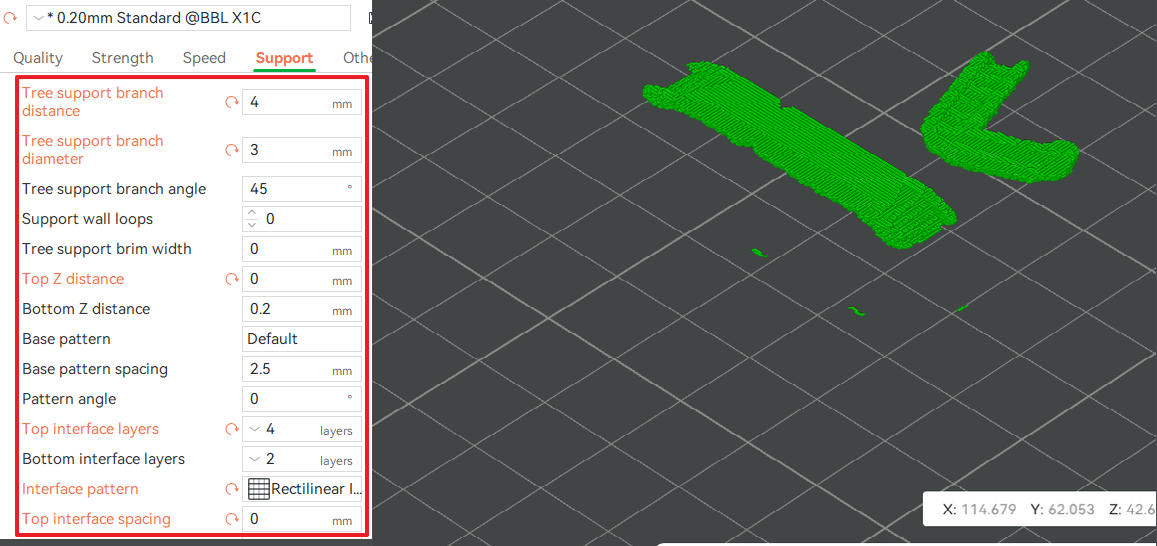
For more detailed information on tree support parameters, please refer to Support.
¶ Solubility
Besides working as an easily removable support filament, Support for ABS can also be dissolved in d-limonene.
d-Limonene is an organic compound that is primarily found in citrus fruits peel. It is a major component of many essential oils. It has a fresh citrus aroma and is widely used as a fragrance ingredient in the food, cosmetics, and perfume industries. It can dissolve HIPS, and therefore can be used to remove supports printed with Support for ABS.
Limonene is generally considered safe, but prolonged exposure or inhalation of vapor in high concentrations may cause irritation. Therefore, avoid skin and eye contact, and use gloves and masks when dissolving the support and cleaning the model. After use, keep the limonene out of reach of children, and properly dispose of the waste liquid containing the dissolved support material.
¶ End Notes
We hope that the detailed guide we shared with you was helpful and informative.
We want to ensure that you can perform it safely and effectively. If you have any concerns or questions regarding the process described in this article, we encourage you to reach out to our friendly customer service team before starting the operation. Our team is always ready to help you and answer any questions you may have.
Click here to open a new ticket in our Support Page.
We will do our best to respond promptly and provide you with the assistance you need.