¶ Homing
A homing proces refers to the printer detecting the stoppers for XYZ axes to determine the toolhead's zero coordinates in three-dimensional space. During the homing process, the printer uses the motors for X-axis (toolhead moving) and Y-axis (heatbed moving) to detect load to determine if they have reached their boundaries. For the Z-axis, homing will cause the toolhead to descend until the nozzle touches the heatbed. The eddy current sensor above the hotend will detect whether the nozzle has made contact with the heatbed.
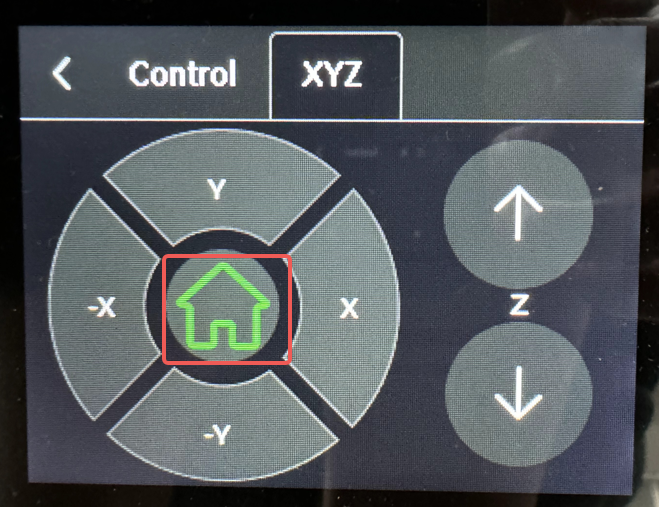
The homing process is shwon as below:
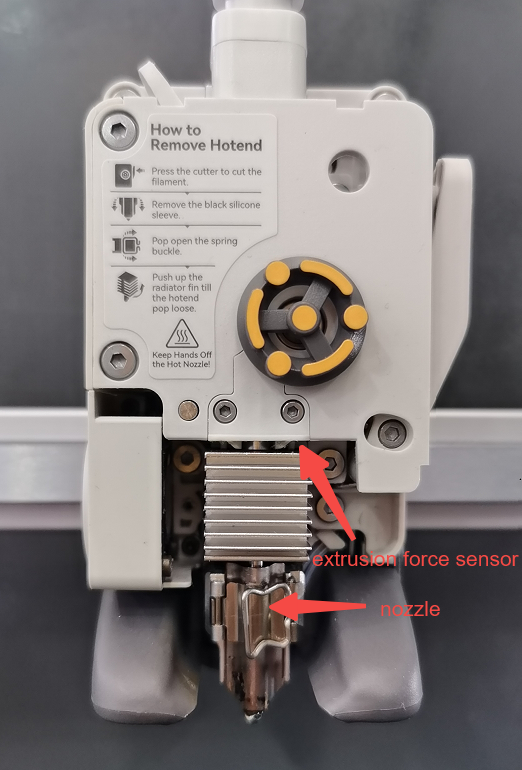
Where the eddy current sensor is located in the toolhead:
¶ Heatbed leveling
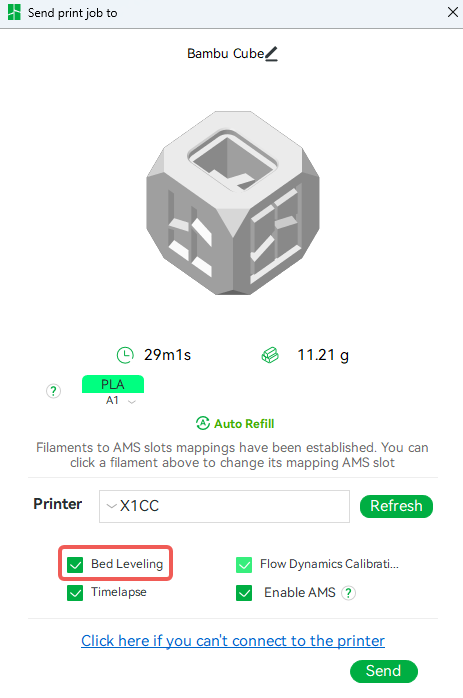
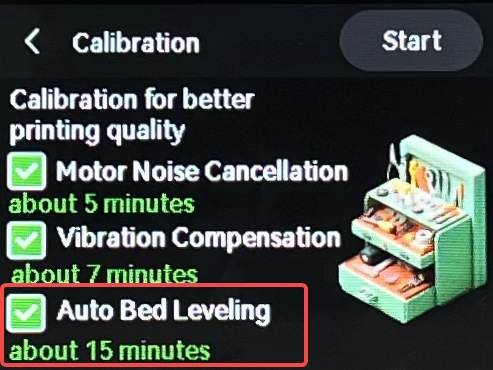
Select Bed Levling on the send print job page, or Auto Bed Leveling on the Calibration page, the printer will performace a heatbed leveling process, which can offset the distance discrepancy between the nozzle and heatbed due to an unlevel or misaligned heatbed. By ensuring consistent distance between the nozzle to the heatbed on various locations, a better quality of first layer can be achieved.
¶ Bed leveling before printing
Before printing on Bambu Studio or on the screen of the printer, select Bed leveling so that the printer will level the heatbed before starting printing.
If you are using Bambu Studio version 1.8 or earlier, the printer will perform a fast leveling on 5 locations, and compare it the previous data. If the difference is too great, the printer will perform a complete heatbed leveling. If not, it will start printing without performing a complete heatbed leveling. For the number of locations in a complete heatbed leveling, it is 6*6 for A1 mini, and 7*7 for A1.
If you have updated Bambu Studio to version 1.9(Bambu Studio 1.9.1 Release Notes), and the firmware of the printer to version 1.03, partial bed-leveling is supported. The printer will perform heatbed leveling based on the outline of the sliced object, instead of the entire area of the build plate. This significantly reduces the preparation time.
¶ Bed leveling in calibration
The Auto Bed Leveling option in the Calibration page allows the printer to level the heatbed even more thoroughly. For the number of locations to be leveled, it is 18*18 for A1 mini, and 21*21 for A1. Perform a complete heatbed leveling in the calibration page is more helpful in getting a better first layer quality. Especially after changing the heatbed, build plate, hotend or the heating assembly, we strongly recommend doing a heatbed leveling from the calibration page.
¶ Common reasons for homing failure:
Please note that: If you want to perform a homing process on the printer screen, Bambu Studio, or Bambu Handy, the nozzle temperature cannot be higher than 140°C. If it is higher than this, the printer will home the XY axes first, then home the Z-axis after the nozzle temperature drops to 140°C or lower.
¶ 1: Abnormal data from eddy current sensor
¶ The eddy current sensor has an open circuit
During homing, XY axes can be normally homed. Then, the toolhead moves to the center of the heatbed, rises a little, descends a little, and stops. It will not descend enough to touch the heatbed. The printer reports an error as Z homing failed.
HMS error information: HMS_0300-1800-0001-0004: The data from extrusion force sensor is abnormal, the sensor should be broken.
Reasons and solutions:
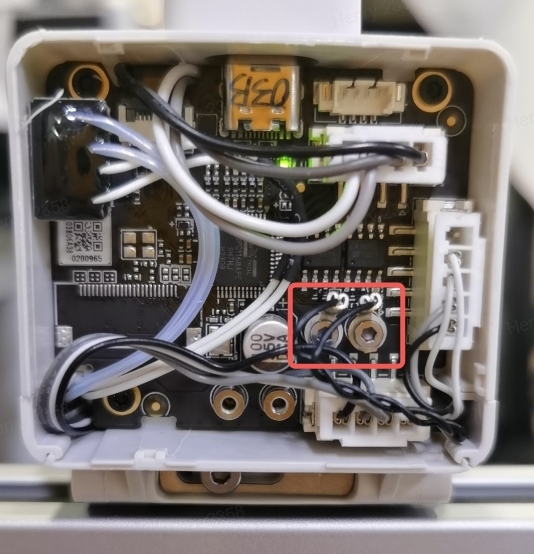
This is usually because the printer cannot receive data from the eddy current seonsor. Please check the connection between the eddy current sensor and the TH board.
-
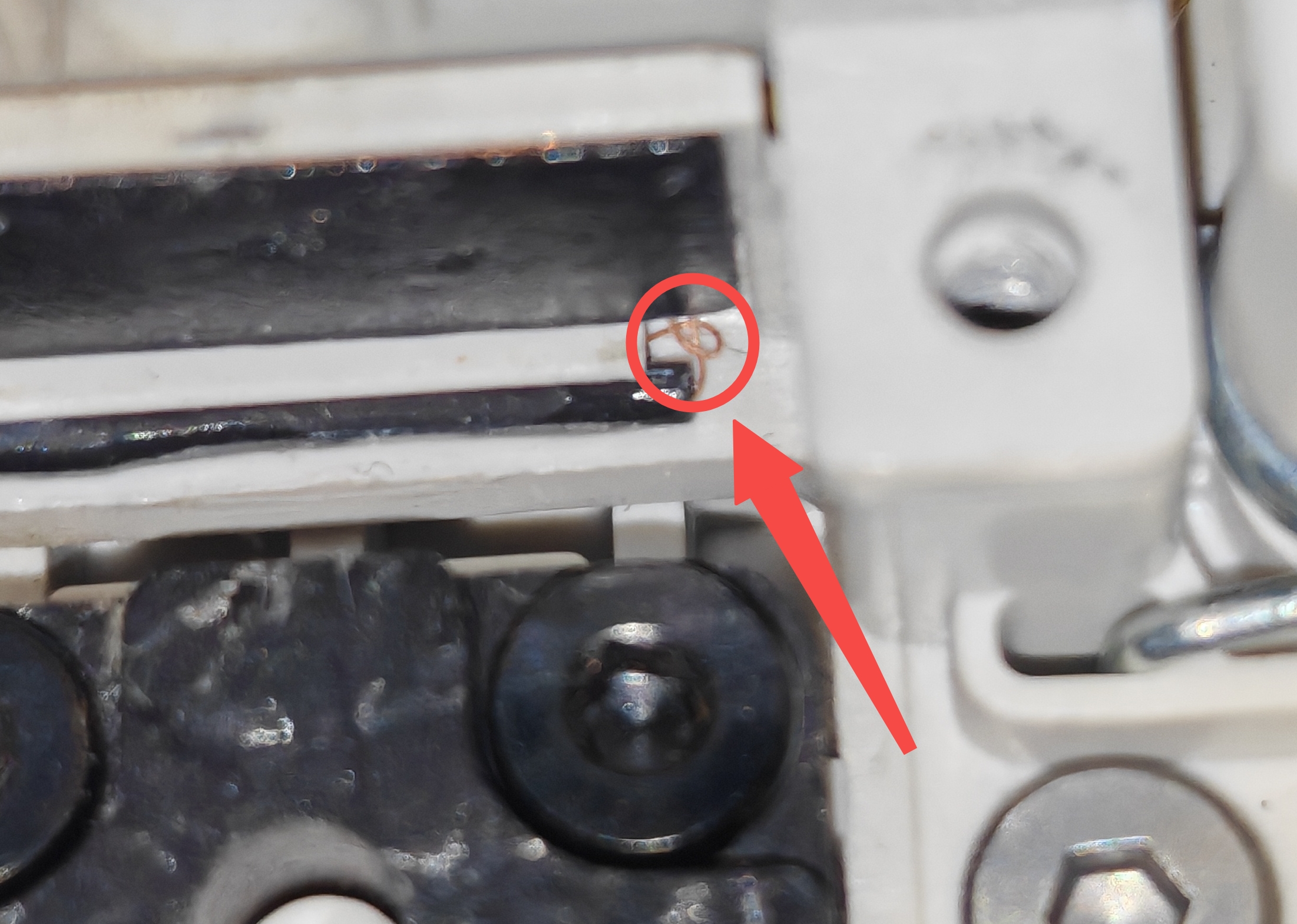
If the problem still persists, it could be the eddy current sensor is broken or the TH board malfunctions. Please refer to the wiki article above to check if the wire of the eddy current sensor is fixed on the screw of the TH board. If the wire is loose, please tighten it and try again.
-
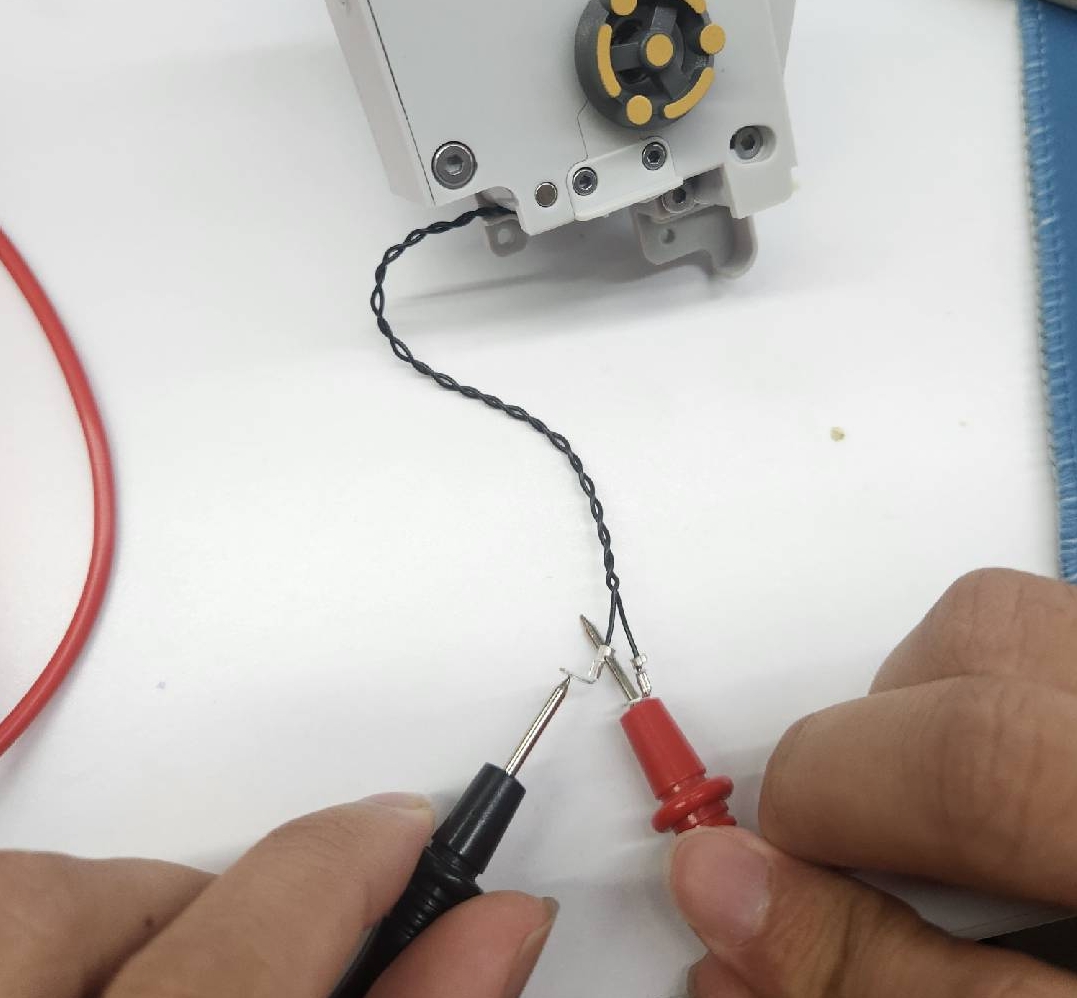
It is recommended to use a multimeter to test the continuity. If it is connected, please check the filament sensor cable or TH board.
-
If the screw on the TH board for fixing the wire is broken, please contact our customer support team.
Inappropriate operations during hotend installation, or a nozzle clump can damage the eddy current sensor, which leads to this error. You can take off the hotend and check if the eddy current sensor on the extruder is damaged.
 |
 |
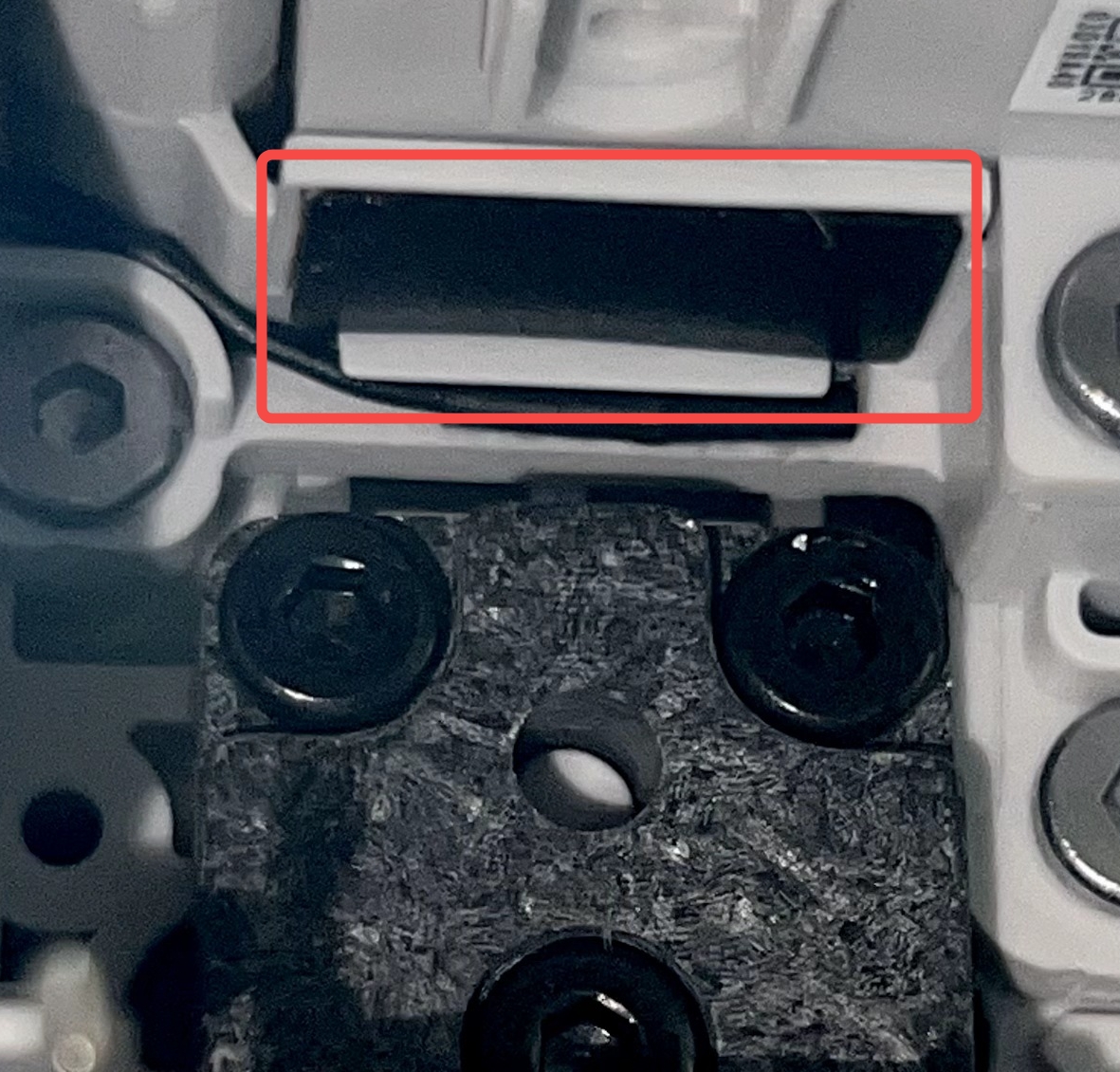
NOTE: Do not remove the black acetate tape as this may cause the eddy current coil to break.
¶ Low sensitivity from the eddy current sensor
HMS error information: HMS_0300-1800-0001-0002: The sensitivity of the extrusion force sensor is low, the hotend may not installed correctly.
Reasons and solutions:
This is because the signal detected from the eddy current sensor is low. It might be the hotend is not installed correctly, or the top cooling fin of the hotend is deformed. Remove the hotend and check if the cooling fin is bent downward. Normally, it should be level or slightly warped upward. If there is no visible deformation, please install the hotend, and then tap the homing button on the screen to see if the homing process is normal. Additionally, third-party hotends could potentially cause this issue.

¶ No hotend
HMS error information: HMS_0300-1800-0001-0001: The value of extrusion force sensor is low, the nozzle seems to not be installed.
Reasons and solutions:
The primary cause of this error is that the printer detects a weak signal from the eddy current sensor, which could be due to the hotend not being installed. Please reinstall it and try again. Additionally, third-party hotends could potentially cause this issue.
¶ 2: Z Motor stuck
During homing, the toolhead quickly descends until a certain point, and then starts to rise with the Z homing failed error reported.
HMS error information: HMS_0300-1800-0001-0005: The Z axis motor got stuck during movement, please check if there is any foreign matter on the Z sliders or Z timing belt wheels, or if the extrusion force sensor is abnormal.
Reasons and solutions:
-
Something is jammed in the path of the Z-axis, causing the motor to experience excessive load while descending. First, check if there are any models left on the build plate. If there are, remove them. Then, check for any debris on the guide rails of the lead screw of the Z-axis. Clean thoroughly, lubricate the guide rails, and then try again.
-
If the lead screw is visibly bent, please record a video and contact our customer support team.
¶ 3:Poor precision among repeated touches
During homing, the nozzle repeatedly touches the same location dozens of times. Then, the Z homing failed error is reported.
This is mainly because the coordinates between two consecutive touches are greatly different from each other, causing the printer to retry repeatedly.There is curently no HMS error information for this issue.
Reasons and solutions:
-
Significant environmental vibrations.
Place the printer in a stable environment and try again. -
The nozzle is not clean, with material stuck on it, or the toolhead hits something soft instead of the build plate.
Clean the nozzle and try again. -
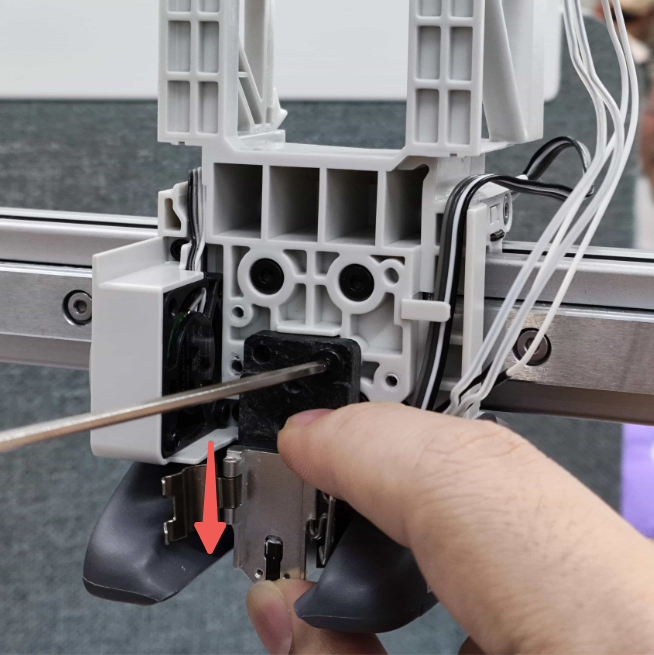
The hotend mount is loose. The hotend can be easily wobbled by hand ==(Beware of burns! Make sure the temperature has dropped before attempting this operation!)==.
Tighten the secure screws of the heating assembly that fixes the nozzle. Ensure the nozzle is firmly fixed and try again. For detailed instructions, please refer to A1 Series First Layer Print Issues - First Layer Too Low, Hotend Moving
¶ 4:External force detected mid-air by the nozzle
During homing, the nozzle detects external force mid-air while descending. It touches in the air and then rises. The erro Z homing failed is reported after 5 attempts.
This is because high sensitivity causes the nozzle to mistakenly detects objects mid-air. Eventually, poor precision from repeated touches lead to failed homing. There is currently no HMS error information for this issue.
Reasons and solutions:
-
The sensitivity threshold of the eddy currenty sensor is too high. We recommend updating the printer firmware to the latest version (1.03 or later).
-
The PTFE tubes on the filament hub is bent too much, exerting excessive force on the filament hub. This can lead to mistaken touches. Please organize the PTFE tubes on the filament hub, and try not to install any accesssories on them to avoid unintended force. Then, place the printer in a stable position and try again.
 |
 |
- The frequency detected by the eddy current sensor is too high. Try to loosen the screws of the heating assembly, manually press it down, and then retighten the screws. This is to fix the heating assembly in a slightly lower position. Alternatively, you can replace the hotend or the heating assembly and try again.
¶ Common reasons for heatbed leveling failure:
Before heatbed leveling, the printer will first perform homing. Therefore, the issues above will also cause the leveling to fail. If homing succeeds but leveling fails, common reasons are as follows:
¶ Heatbed leveling failure is reported after the nozzle touches the same location repeatedly.
Reasons and solutions:
-
Filament sticks to the nozzle. Please check if molten filament sticks to the nozzle during heatbed leveling. This will lead to failed leveling due to poor precision from repeated touches on the heatbed. If this issue happens, please clean nozzle and try again.
-
There is a soft spot on the heatbed or the heatbed is not stable. If the heatbed is not fixed or is unstable, it can also cause multiple touches at the same spot during leveling (especially around the edges of the heatbed). Check if the heatbed is loose, and tighten the screws to fix it. Also, check for any abnormalities in the Y-axis guide rails. If the heatbed continues to be unstable and cannot be resolved, please record a video and contact our customer support team.
-
Steps are lost on the XY axes, leading to errors on certain locations during leveling. If the toolhead loses steps in the XY axes during homing, the overall coordinate will deviate. It can possibly cause a leveling failure. For example, the nozzle might touch the silicone wiper or move outside the heatbed into the air during leveling. Check for any foreign objects interfering the XY axes.If there are, clean them and try again. If the issue persists, please record a video of the homing and leveling processes and contact our customer support team.
¶ End Notes
We hope that the detailed guide we shared with you was helpful and informative.
We want to ensure that you can perform it safely and effectively. If you have any concerns or questions regarding the process described in this article, we encourage you to reach out to our friendly customer service team before starting the operation. Our team is always ready to help you and answer any questions you may have.
Click here to open a new ticket in our Support Page.
We will do our best to respond promptly and provide you with the assistance you need.