¶ 1. 引言
与 X1C 相比,X1E 多了腔温加热控制功能,最高腔温可以达到 60 ℃ 。高腔温可以抑制某些高温料打印件的翘曲,并赋予它们更高的层间强度。在打印 PC、PA-CF、PAHT-CF、PET-CF、PPA-CF、PPS、PPS-CF 等高温耗材时,选择 X1E 且开启 60 °C 腔温,一些打印件可获得更高的尺寸精度和外观质量。另外,在打印上述高温耗材时,选择 X1E 且开启 60 ℃ 腔温,一些打印件可获得更高的层间强度。
警告:强烈建议在打印 PLA、PETG、TPU、PVA 和其他低温耗材时不要开启高温腔温,因为开启高温腔温可能会导致这些线材软化并卡在挤出机中,从而导致堵头问题。当打印这类低温材料时,建议将腔温设置为 0 °C(即关闭腔温控制)。
¶ 2. 各类耗材的腔温建议
(1)PLA、PETG、TPU、PVA、PLA 的支撑和其它低温材料:
腔温开启状况:默认不开腔温;
温馨提示:打印时腔温不宜过高,以免发生堵头,建议将腔温设置为 0 °C。此外,当床温 ≥ 软化温度时,建议打开打印机前门和上盖。大多数 PLA 和 PETG 的软化温度分别约为 45 ℃、70 ℃。
(2)ASA、ABS:
腔温开启状况:默认不开腔温;
温馨提示:开启腔温后,在高腔温下,尺寸较大、填充率较高的一些模型的翘曲将得到避免或减轻,因而可获得更高的外观质量和尺寸精度。此外,一些模型的层间强度将获得提高。同时,我们在测试后发现,对于这些材料启用腔温可能会降低空气过滤性能,并使打印前的准备时间变长。为了获得更好的空气过滤效果,我们选择默认禁用腔温。请根据实际情况自行决定是否开启腔温。我们的建议是,对于那易翘曲的,即尺寸较大、填充密度较高的,或对强度要求较高的打印件,请开启 60 ℃ 腔温;而对于另外的普通打印件,建议不开启腔温。
(3)PC、PA、PA-CF、PAHT-CF、PA6-CF、PET-CF、PPA-CF、PPA-GF、PPS、PPS-CF 等高温材料:
腔温开启状况:默认开启腔温;
温馨提示:在高腔温下,尺寸较大、填充率较高的某些模型的翘曲将得到避免或减轻,因而可获得更高的外观质量和尺寸精度。此外,一些模型的层间强度将获得提高。
¶ 3. 腔温设置方法
¶ 3.1 在 Bambu Studio 中切片时,设置腔温(推荐)
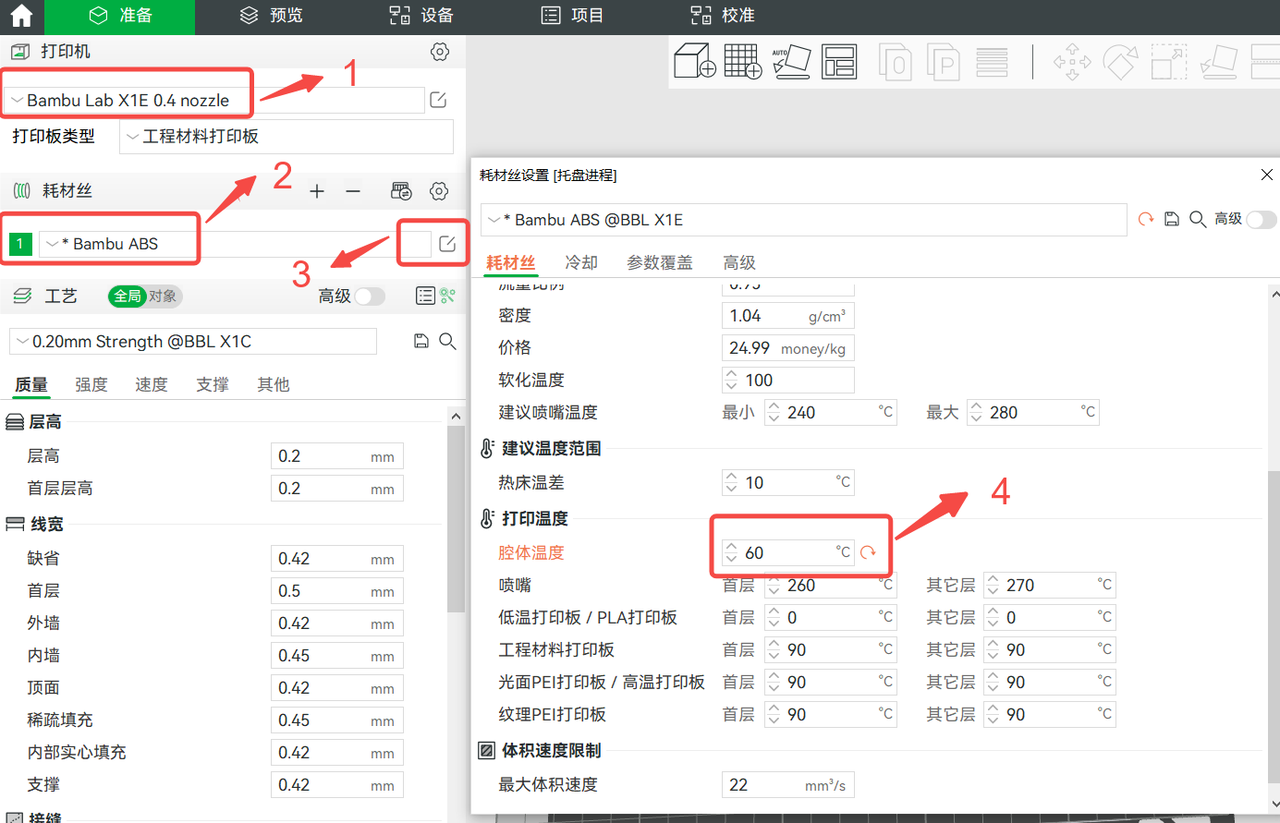
¶ 第 1 步:选中 X1E 机型;
¶ 第 2 步:选中目标耗材丝类型;
¶ 第 3 步:点击耗材丝参数编辑按钮;
¶ 第 4 步:找到腔温设置栏
腔温设置范围为 0 °C ~ 60 °C(腔温加热模块只会在 40 ℃ ~ 60 ℃ 区间工作)
腔温设置为 0 °C 时,代表关闭腔温加热控制
腔温设置低于 40 °C 时,腔温加热控制将不生效,即设置腔温 0 °C ~ 40 °C(包含 0 °C,不包含 40 °C)时,实际效果一致.
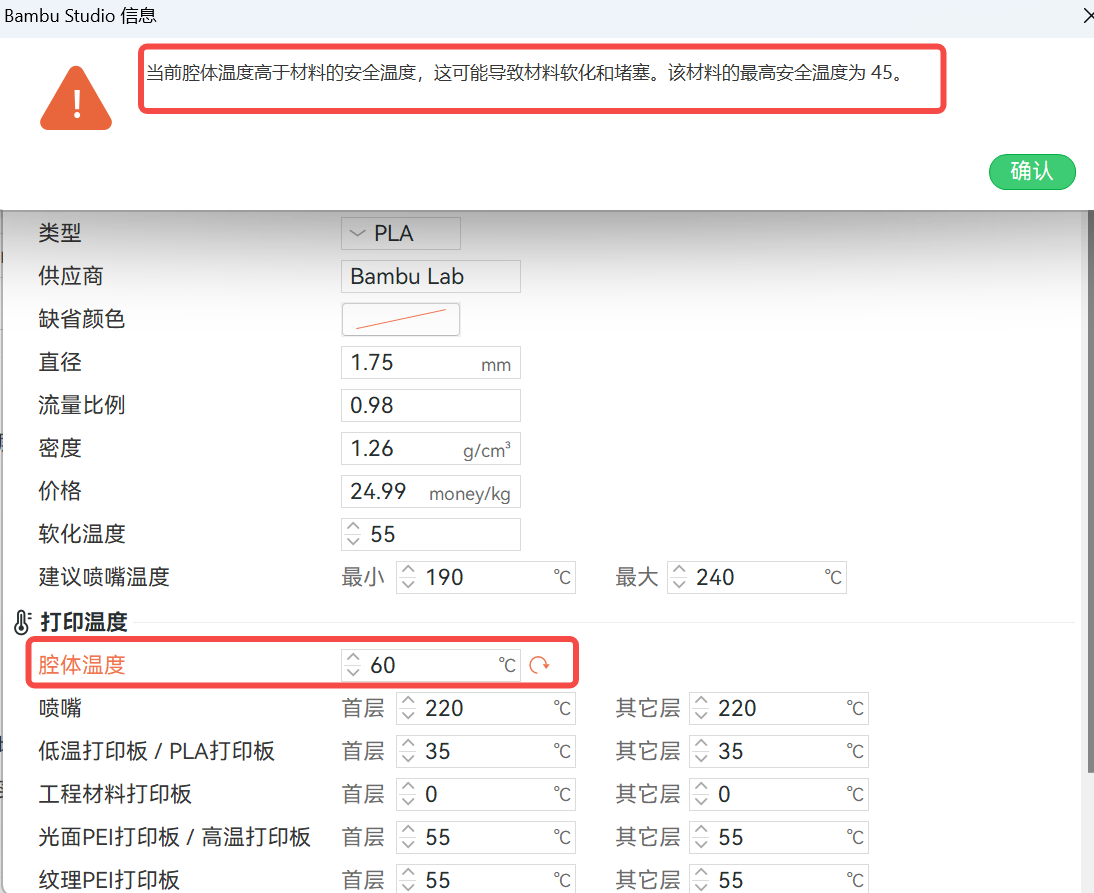
对于低温材料,为了避免堵头,设置了对应的安全温度,不建议设置腔温超过安全温度。若设置腔温超过了对应的安全温度,会弹窗提示。
若进行多色打印,则实际采用的腔温为多个耗材中设置的最高腔温。因此,为了避免多耗材打印中的任何一种耗材发生堵头,请在打印前确保设置的最高腔温对于所有将使用的耗材来说都是安全的。
后文:随着固件更新,UI 界面可能会出现细微变化。
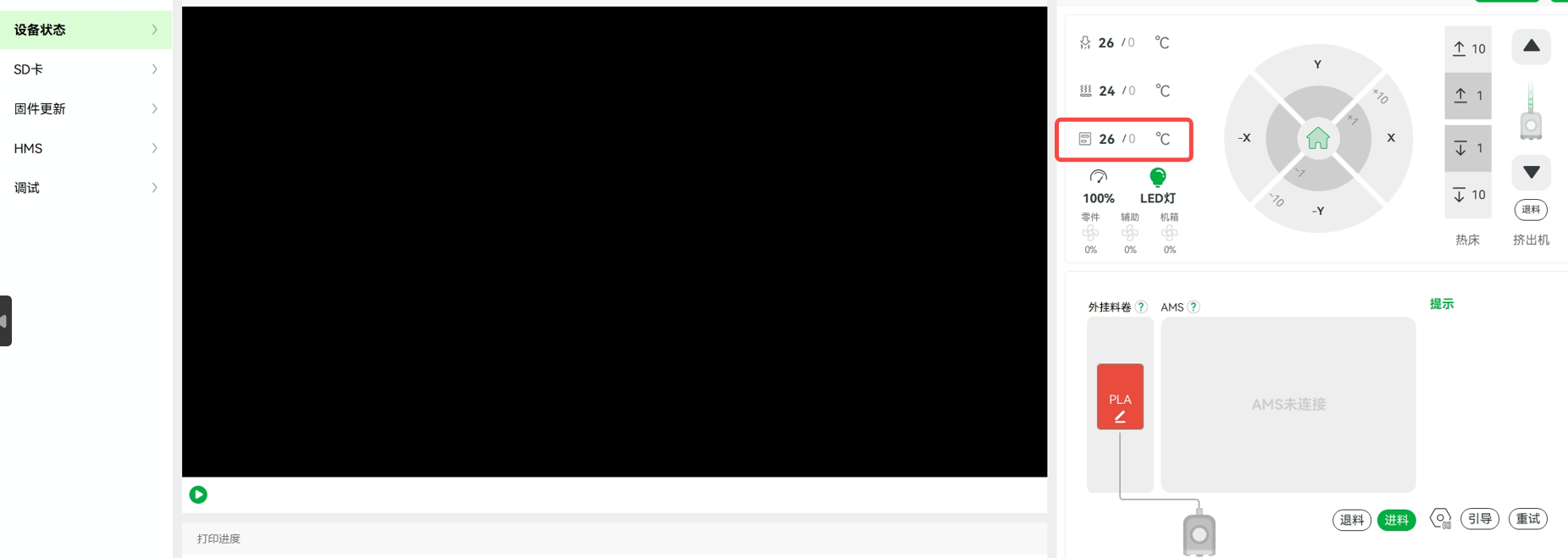
¶ 3.2 在Bambu Studio、Bambu Handy打印机UI的“设备控制”页面主动设置腔温
 |
 |
 |
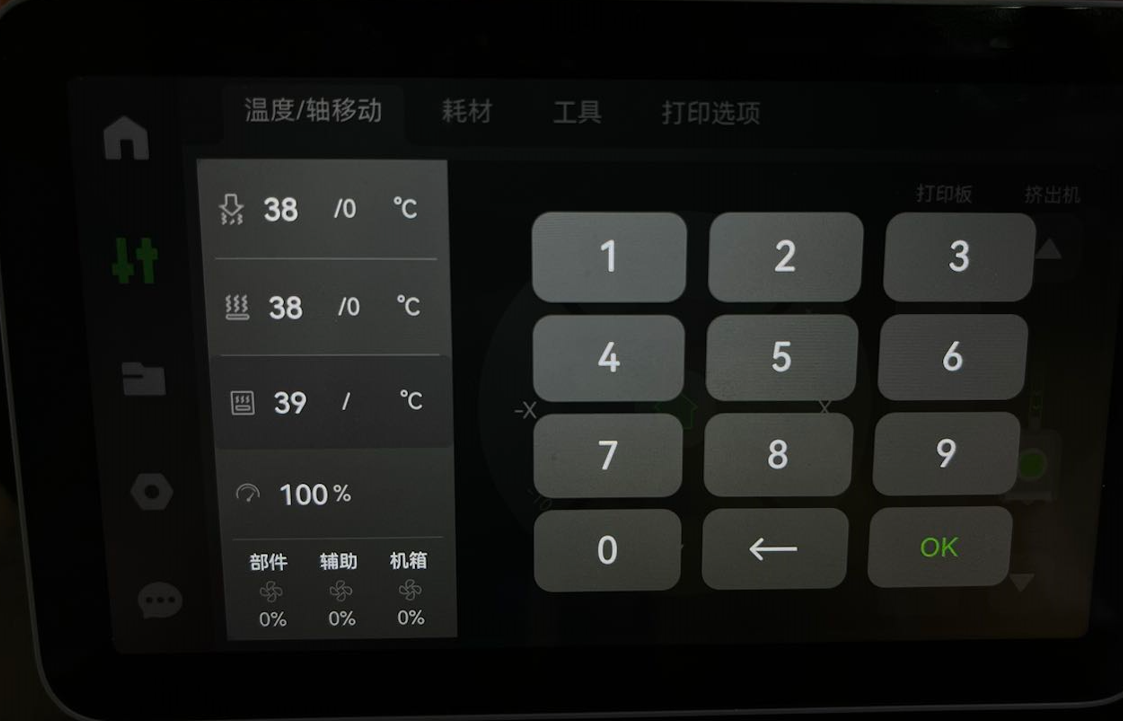
以上三种方式在控制页面设置温度的逻辑是相同的,这里以打印机屏幕UI设置为例,解释如何主动设置腔温。
关于腔温设置,有如下需要注意的事项
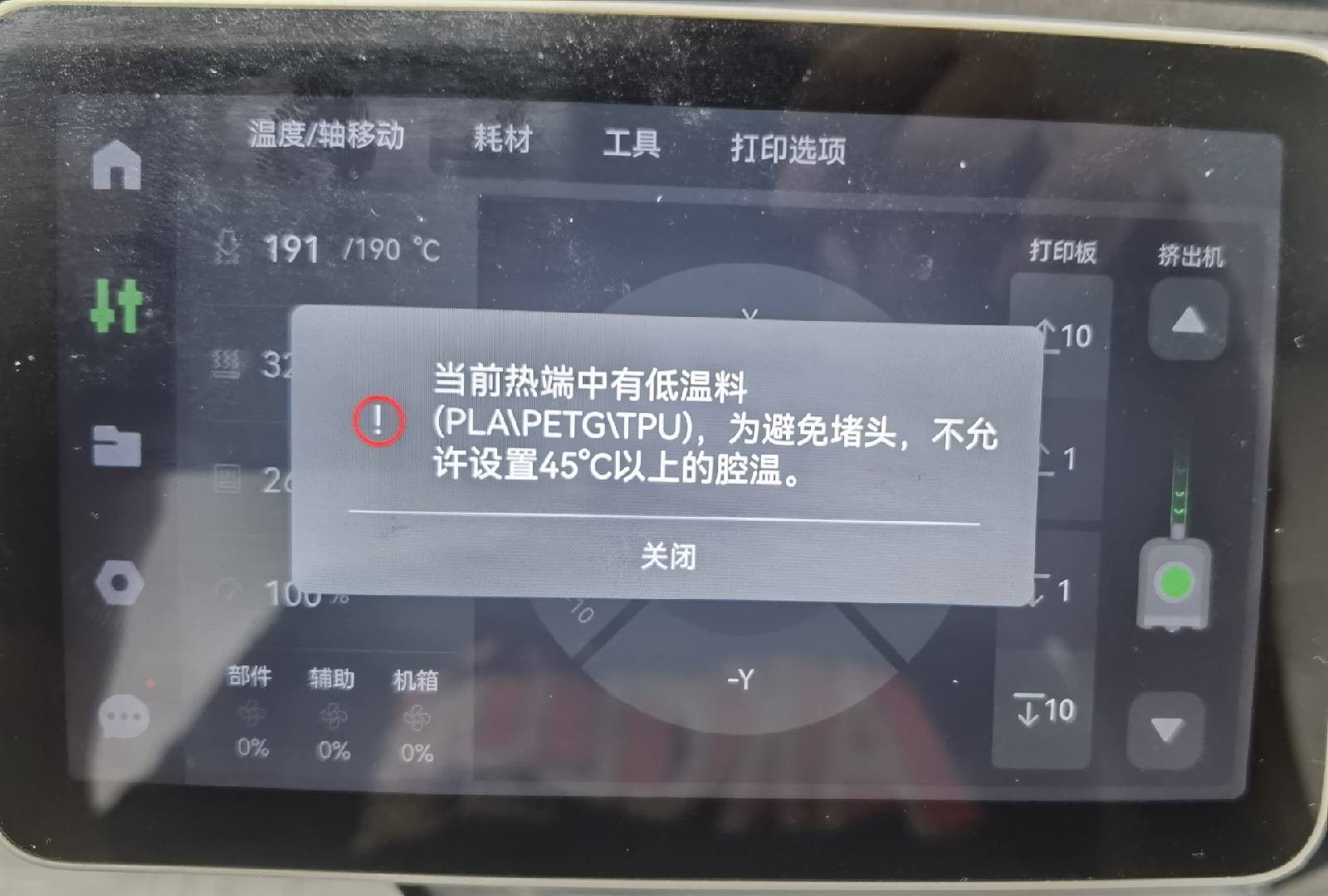
(1) 开启腔温加热控制的目标温度只能设置40 ℃~60 ℃(包含40 ℃和60 ℃)。特别的, 如果热端中含有低温料(PLA\PETG\TPU)时,为了避免堵头,腔温加热控制的目标温度会限制在40 ℃~45 ℃(包含40 ℃,不包含45 ℃);
(2)设置低于40 ℃时(包括0 ℃和其他小于40℃的值),代表关闭腔温加热控制,系统会把腔温目标温度设置成0℃;
(3)设置超过60 ℃时,设置将不生效,系统将保持原来的腔温状态;

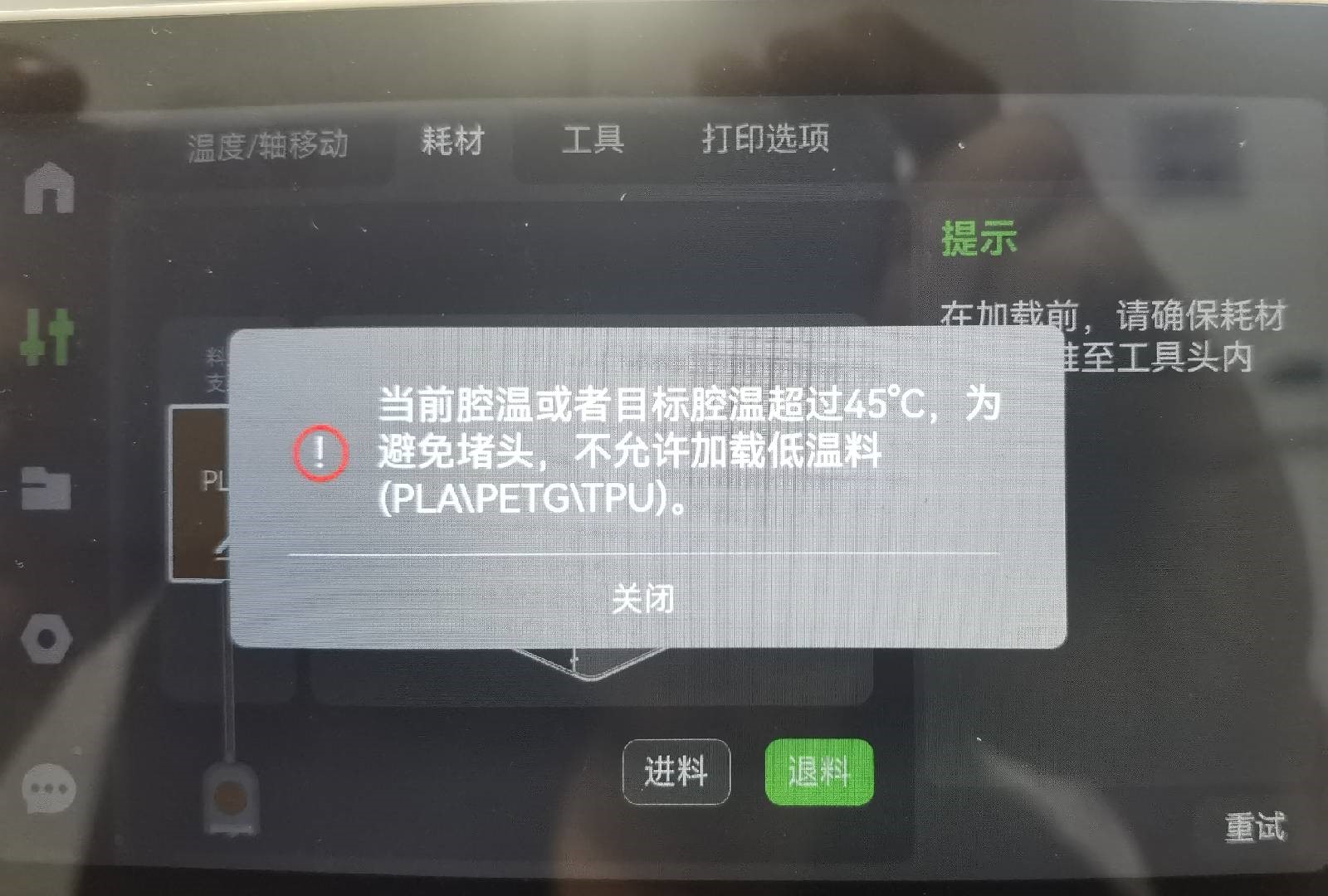
(4)如果当前腔温或者目标腔温超过45 ℃,为了避免堵头,不允许加载低温料(PLA\PETG\TPU)
¶ 拓展阅读:X1E空气过滤模块
¶ 4.1 空气过滤模块的作用
吸收ABS, ASA, PETG等材料打印过程中释放的有害气体或颗粒物
¶ 4.2 高腔温对空气过滤模块的影响
高腔温时,滤芯温度升高,内部活性炭对各类有害物质的吸附能力会下降
高腔温时,机器整体温度上升,背板电源冷却风扇会全速运转,此时如果空气过滤风扇转速低于默认设置,会导致机箱内无法维持负压,使得部分气体通过机箱缝隙逸散而不是通过滤芯排出。
¶ 4.3 寿命估计(按每天打印8h估计)
打印PLA和PC及它们的碳纤维(CF)、玻璃纤维(GF)复合材料等VOC和颗粒物释放量较少的耗材时,滤芯可使用3个月左右;
打印ABS、PETG、PA及它们的碳纤维(CF)、玻璃纤维(GF)复合材料等VOC或颗粒物释放量较多的耗材时,滤芯可使用1个月左右;