¶ 擦拭塔的作用
在多色打印或者启用了平滑模式延时摄影的打印任务中,我们通常会需要用到擦拭塔。工具头在空驶或者换料冲刷后,喷嘴可能还会残留一点材料。而启用擦拭塔可以用来清理喷嘴上的残留料并且让喷嘴内部的腔压达到稳定状态,这样继续打印的时候就可以避免打印模型表面出现外观瑕疵。

从下图我们可以看到,擦拭塔表面吸收了很多瑕疵,它可以帮助打印的模型表面更加干净整洁:

擦拭塔是默认开启的,不过只有在多色打印任务或者延时摄影选择平滑模式的时候才会在打印板上生成。您可以在其他——擦拭塔中可以启用或者关闭它。

¶ 多色打印擦拭塔
在多色打印中生成的擦拭塔,形状和参数的解释如下。
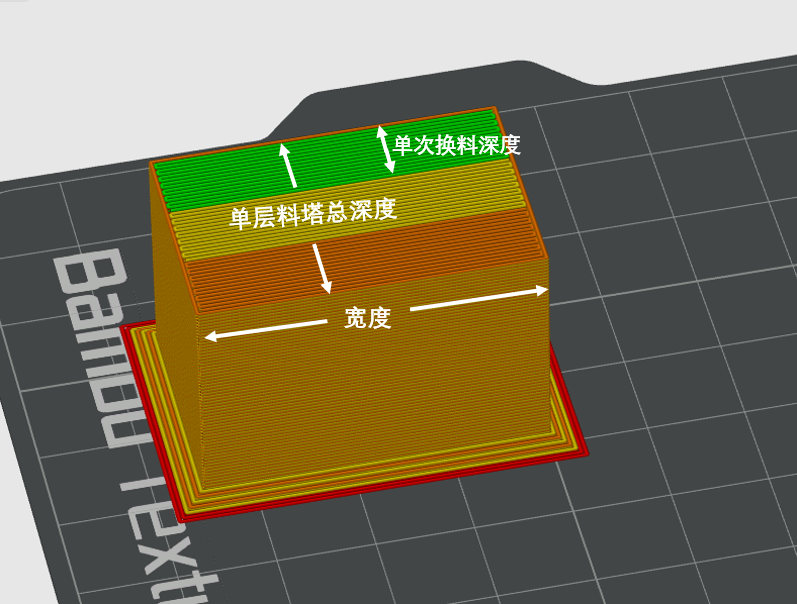
宽度:料塔的宽度,用户可以自定义,让料塔的所有层都采用设置的宽度。
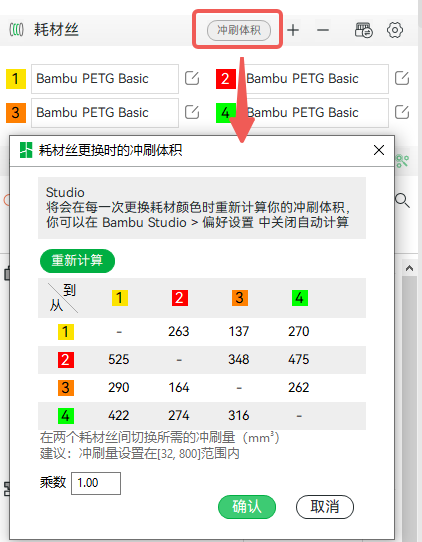
清理量:表示每一次换料,在料塔上打印的体积,这指的是在擦拭塔上的擦拭量,和设置换料时的冲刷体积是不同的概念。
注:冲刷体积=在吐料槽冲刷的体积+冲刷到支撑/填充/对象的体积。
根据清理量以及设置的层高和线宽可以计算出每次换料后在料塔上需要打印的长度。
折返次数 = 每次换料打印的长度 / 料塔宽度,表示换料的走线需要来回折返几次,记为折返次数。
每次换料的料塔深度 = 折返次数 * 走线线宽。
单层的料塔的总深度 = (折返次数 * 线宽)* 这一层换料次数。
所以单层换料次数越多,或者总清理量越大,这一层的料塔深度就越大。但是如果这一层的总清理量很少,料塔底部会有一个最小深度限制,防止料塔太窄在打印过程中脱落和倒塌。当清理量较少时,擦拭塔仍然需要保证一定的深度,所以喷嘴在擦拭塔上折返的线就会比较稀疏,而不会密集排布。如下面动图所示:
如果不同层所需要的换料清理量不同,计算得出的较低层料塔深度小于较高层,会让较低层的料塔深度 = 较高层。
如果计算得出较高层料塔深度小于较低层,则较高层的料塔深度会减小,然后尽可能居中对齐。
擦拭塔的高度:擦拭塔的高度是和模型高度同步增加的,多色打印的料塔高度会停留在最后换色的那一层。如下图所示,在最后一次换色后,由于后面的打印不需要再切换耗材了,所以也不用在擦拭塔擦拭喷嘴了。有些模型可能在很高的地方才需要换色,擦拭塔也会从第一层开始打印,一直打到需要最后一次换色的那层。
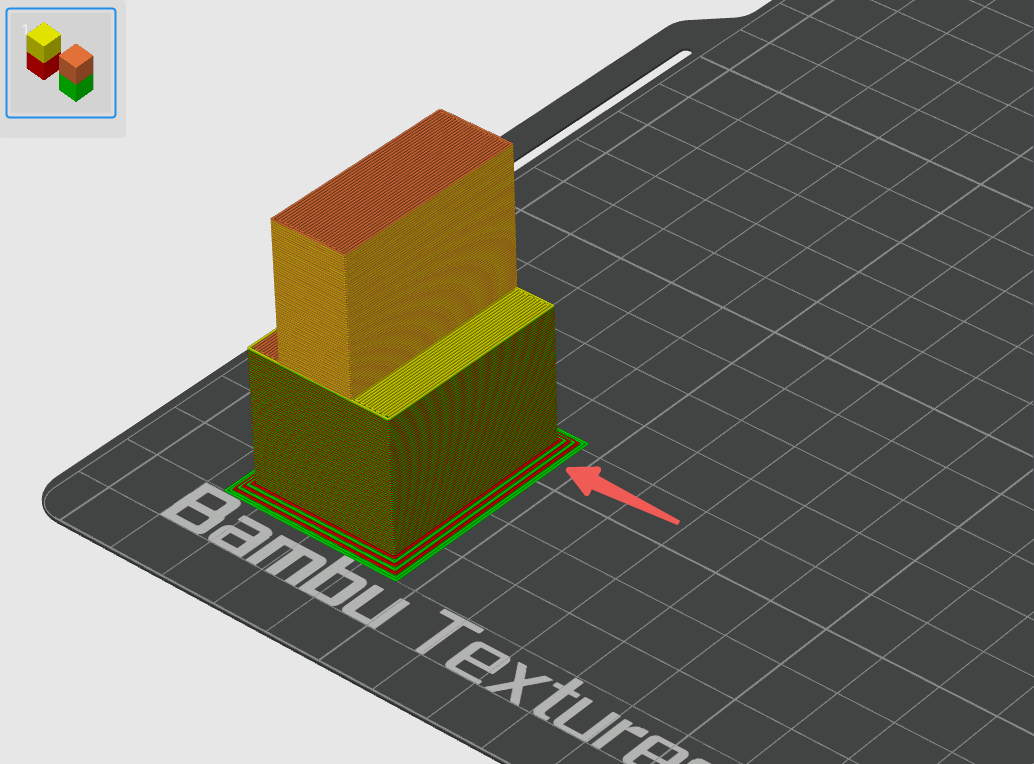
Brim宽度:用于设置擦拭塔底部brim的宽度,添加brim可以使擦拭塔更加稳固,防止打印过程中脱落倒塌。
¶ 延时摄影擦拭塔
除了多色打印,当你启用了平滑模式的延时摄影也会用到擦拭塔。在启用了平滑模式的延时摄影后,打印完每层工具头将移动到吐料槽,然后拍摄快照。由于平滑模式在拍摄快照的过程中熔丝可能会从喷嘴中泄漏,因此也需要使用擦拭塔进行喷嘴擦拭。延时摄影中选择“平滑模式”后,构建板上会生成一个擦拭塔。所以用这个方法,也可以为单色的打印任务生成擦拭塔。关于延时摄影功能的具体介绍可以参考:延时摄影。
不过,如果当前的打印任务已经是多色打印任务,那么平滑模式延时摄影将会复用多色的擦拭塔来擦拭,不会再为延时摄影额外生成一个擦拭塔。
宽度:和多色打印任务的擦拭塔一样,用于设置料塔的宽度,用户可以自定义,让料塔的所有层都采用设置的宽度。
清理量:延时摄影的擦拭塔无法设置清理量,它仅由两圈外墙组成,中间是空心的,深度也是固定的。
擦拭塔高度:由于延时摄影的原理是在每层打印结束后拍摄一次快照,所以每层拍完照喷嘴都需要去擦拭塔上擦拭,因此延时摄影擦拭塔与打印板上最高的模型等高。
¶ 注意事项
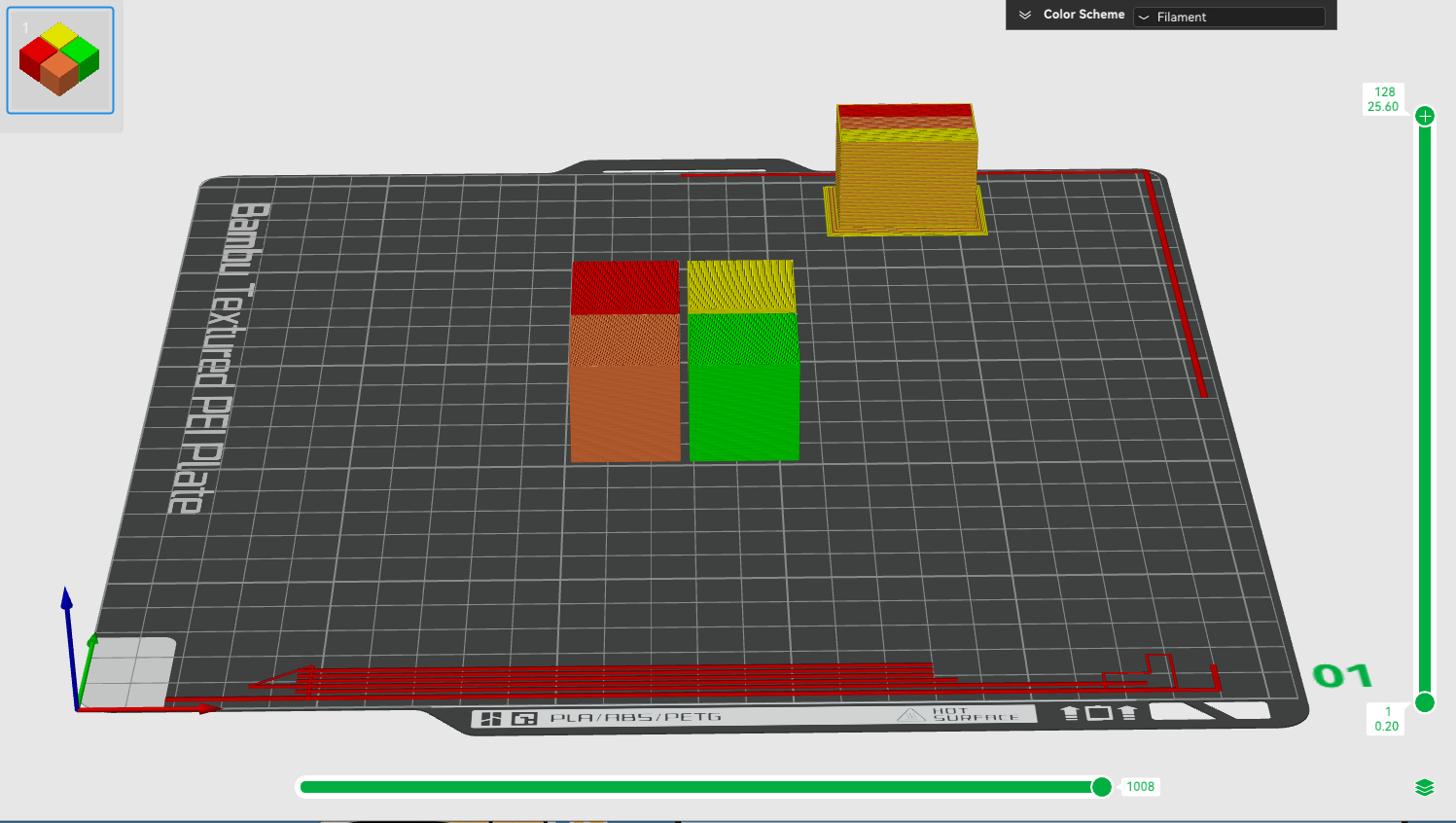
1. 对于X1系列打印机,擦拭塔不要摆放在废料槽的前方(打印板的左后方位置),会影响打印机的AI检测功能,无法正常进行废料槽的堆积检测。建议擦拭塔摆放在打印板的右后方,如下图所示:
2. 切片之前的擦拭塔只是一个示意图,不代表形状、高度和颜色分布是准确的。在切片后的才能预览到准确的形状、高度和颜色分布情况。