¶ 线宽介绍
¶ 什么是线宽
线宽,指的是打印过程中喷嘴挤出单颗融化耗材丝的宽度。通常情况下,挤出材料的宽度和喷嘴直径几乎一致。
喷嘴挤出材料的宽度基本是由喷嘴直径决定的,即多宽的喷嘴直径就挤出多宽的材料。而如果想要线宽比喷嘴直径更宽或者更细,则需要对挤出流量进行控制。由于喷嘴直径是固定的,所以设置的线宽与喷嘴直径通常都是接近的,如果线宽与喷嘴直径差太多将无法得到好的打印质量。对于各种口径喷嘴,通常我们都建议不要去修改线宽。如果您想要修改它,建议可设置的线宽范围区间是:0.75*喷嘴直径~1.5*喷嘴直径。
¶ 控制线宽的逻辑
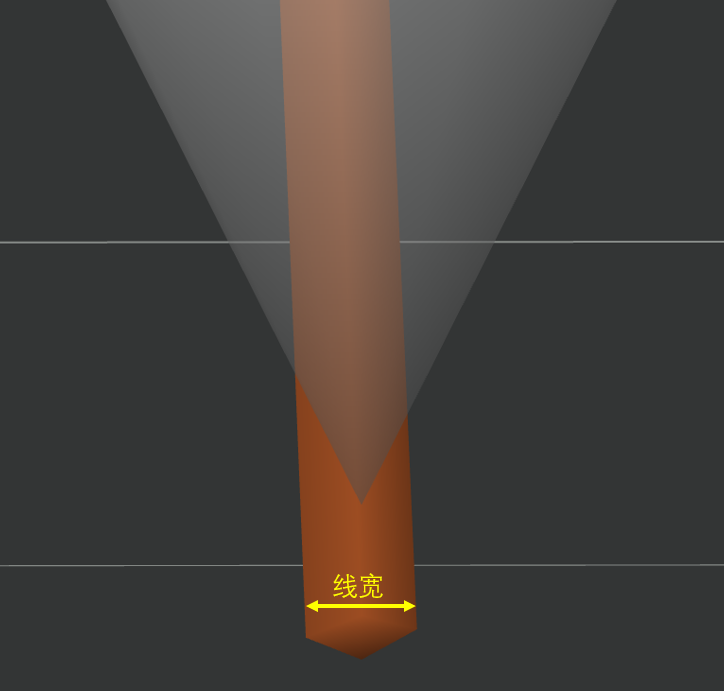
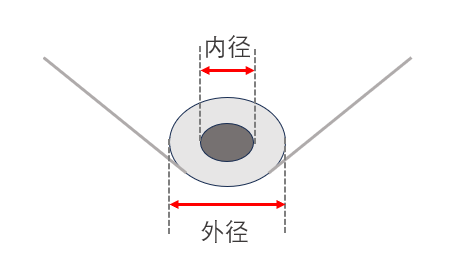
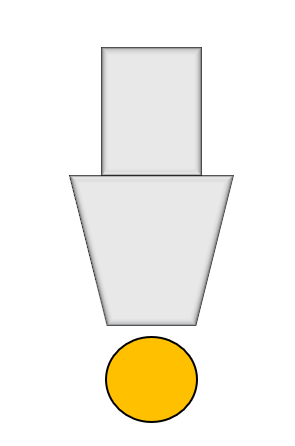
在喷嘴移动的过程中,增加或减少挤出耗材的流速来调节线宽,即调整挤出流速/工具头运动速度 比。喷嘴移动速度不变的情况下,减小挤出流速(单位时间的挤出流量),则会使线条更细一点。而增加挤出流速,由于挤出的耗材量变大,多出来的耗材会被喷嘴压扁,形成比喷嘴内径更宽的线条。需要注意的是,可以挤出并压扁的最大线宽不会超过喷嘴的外径。我们通常说的喷嘴直径,指的是喷嘴的“内径”,也就是挤出材料的通道,如下图所示:
¶ 不同线宽效果图
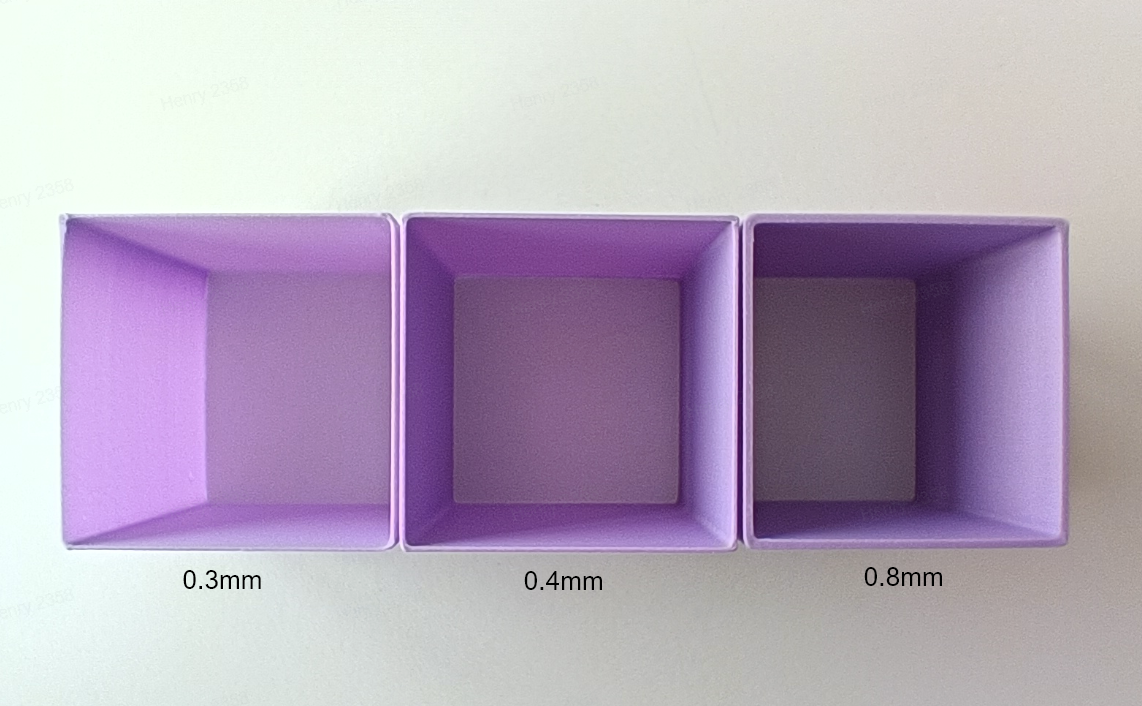
下图是用0.4mm喷嘴打印不同外墙线宽的效果对比:
¶ 线宽设置的限制
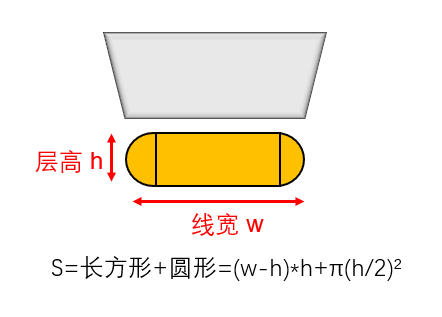
喷嘴只有在前一层或者热床上挤出耗材时,才能控制挤出宽度。如果是在空中挤出,由于材料无法被压扁,得到的形状将始终是圆形的(如下图所示),所以无法为桥接、悬空墙设置线宽。具体可以参考:桥接设置 | Bambu Lab Wiki。
¶ 挤出线的横截面
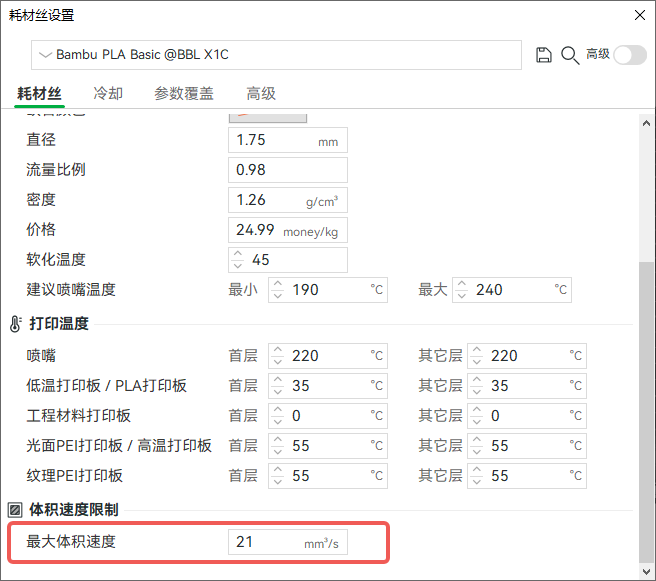
由于热端加热能力的限制,打印机对于各种耗材丝都有最大体积速度的限制,也就是对单位时间能挤出的最大流量的限制。最大体积速度=挤出线的横截面积 * 最大打印速度。
对于挤出线条的形状和横截面积计算,我们假设挤压材料的横截面形状是具有半圆形末端的矩形,如下图所示(此处参考Slic3r):
¶ 线宽设置介绍
在Bambu Studio中的工艺——质量——线宽中,可以设置打印各个走线类型的线宽。

¶ 缺省
当其他类型走线的线宽设置为0时的默认走线线宽。
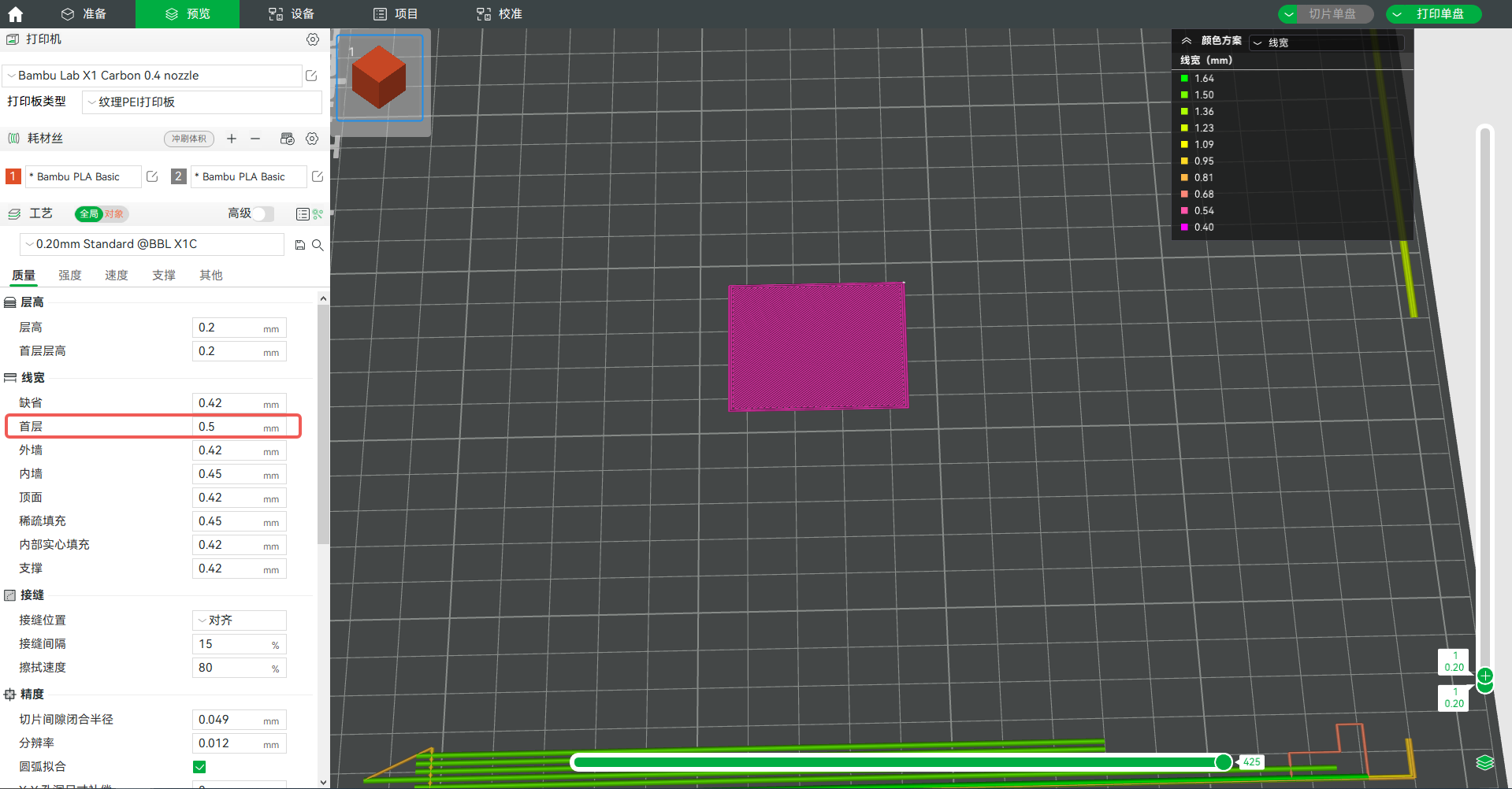
¶ 首层
设置打印首层的时候的线宽,若与其他走线类型的线宽设置冲突,仍然采用设置的首层线宽。首层的默认线宽通常更宽一些,因为适当增加首层的线宽/层高比可以增强首层的粘附性,确保打印的成功率。
¶ 外墙
设置外墙的走线线宽。模型的最外层壳体属于外墙。
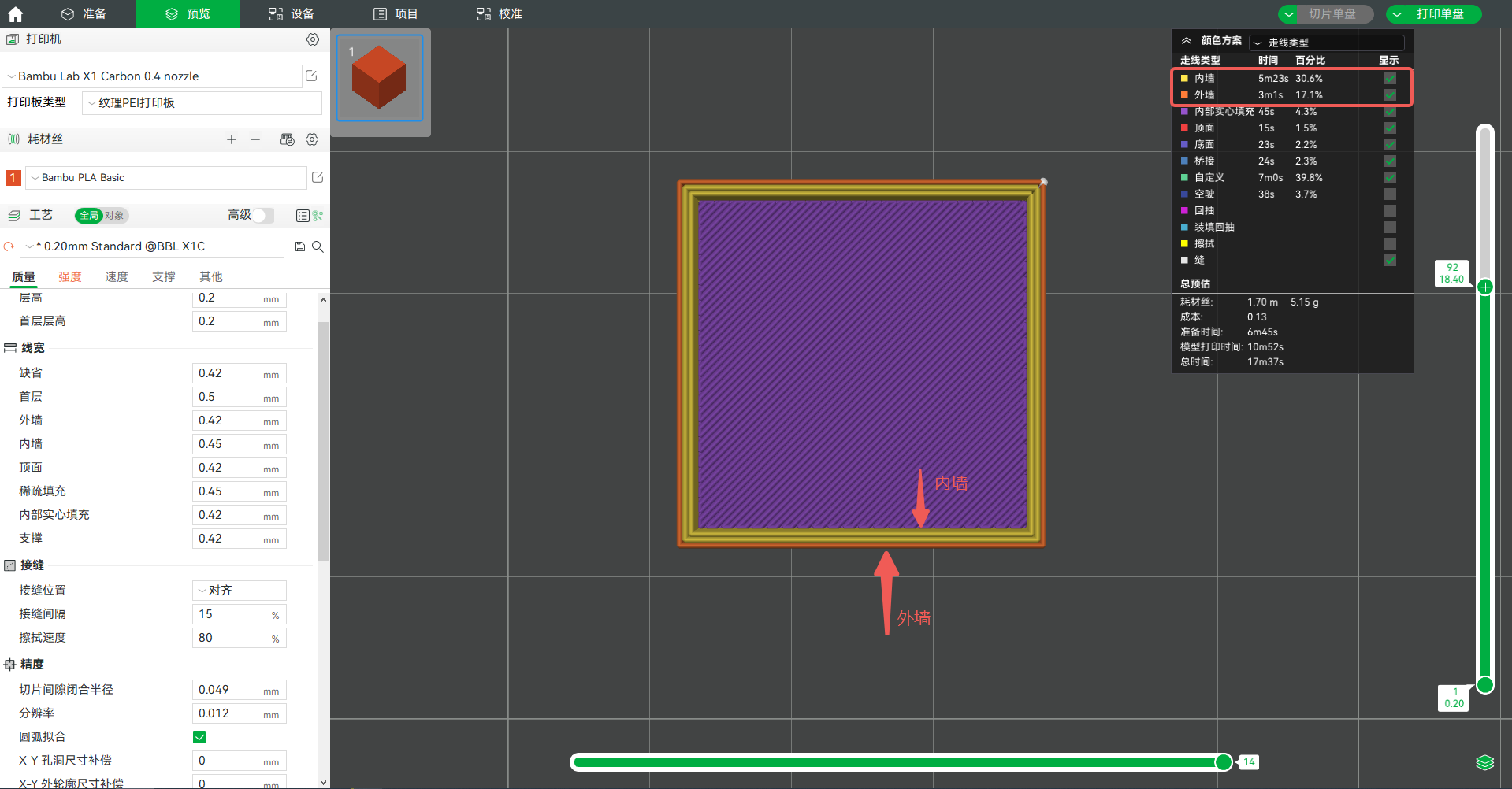
¶ 内墙
设置所有内墙的走线线宽。当你给模型设置了多层墙,除了外墙,其他几层墙都属于内墙。
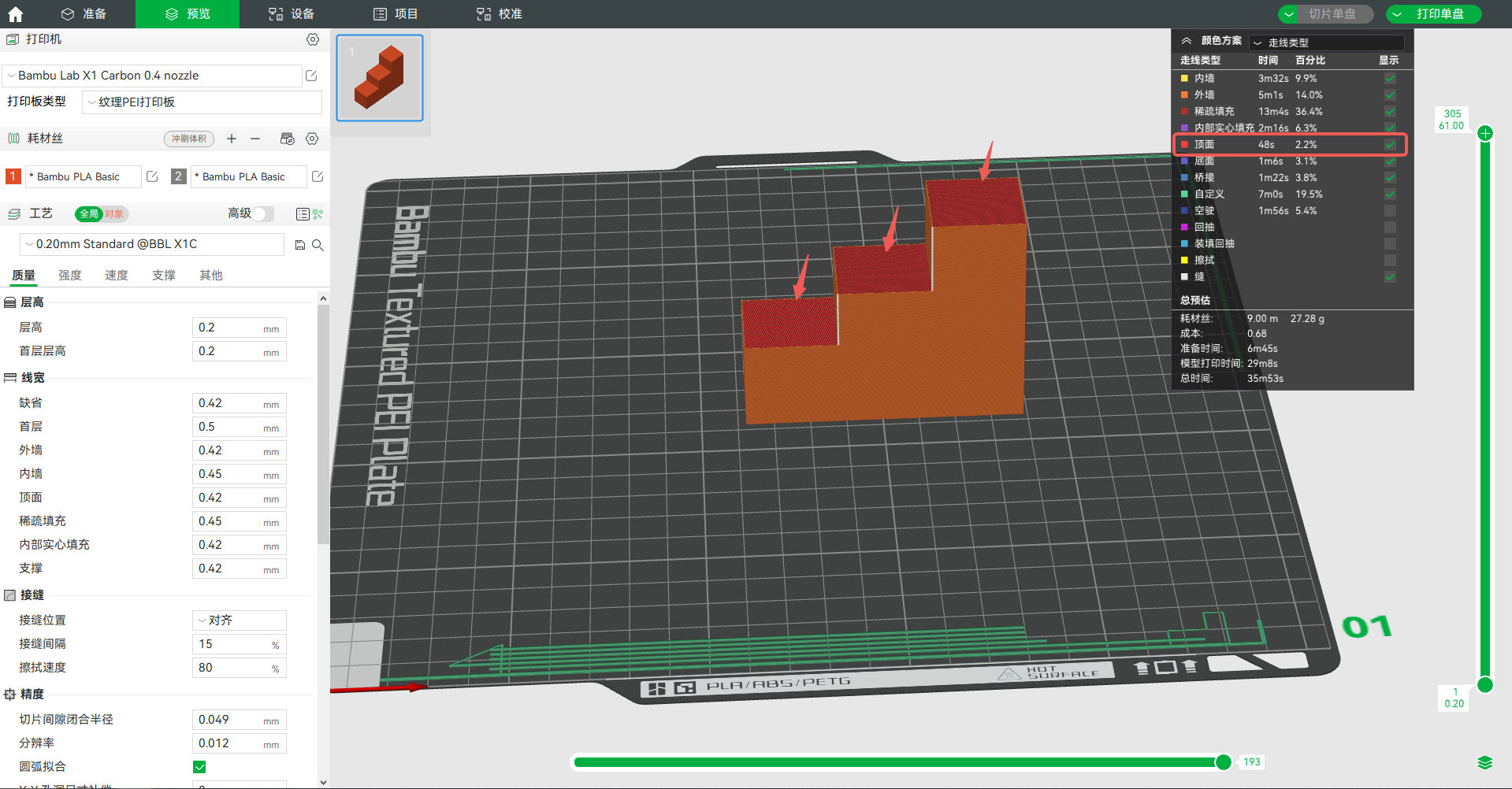
¶ 顶层
设置模型顶面的走线线宽。顶面指的是模型的所有顶面走线,如下图所示:
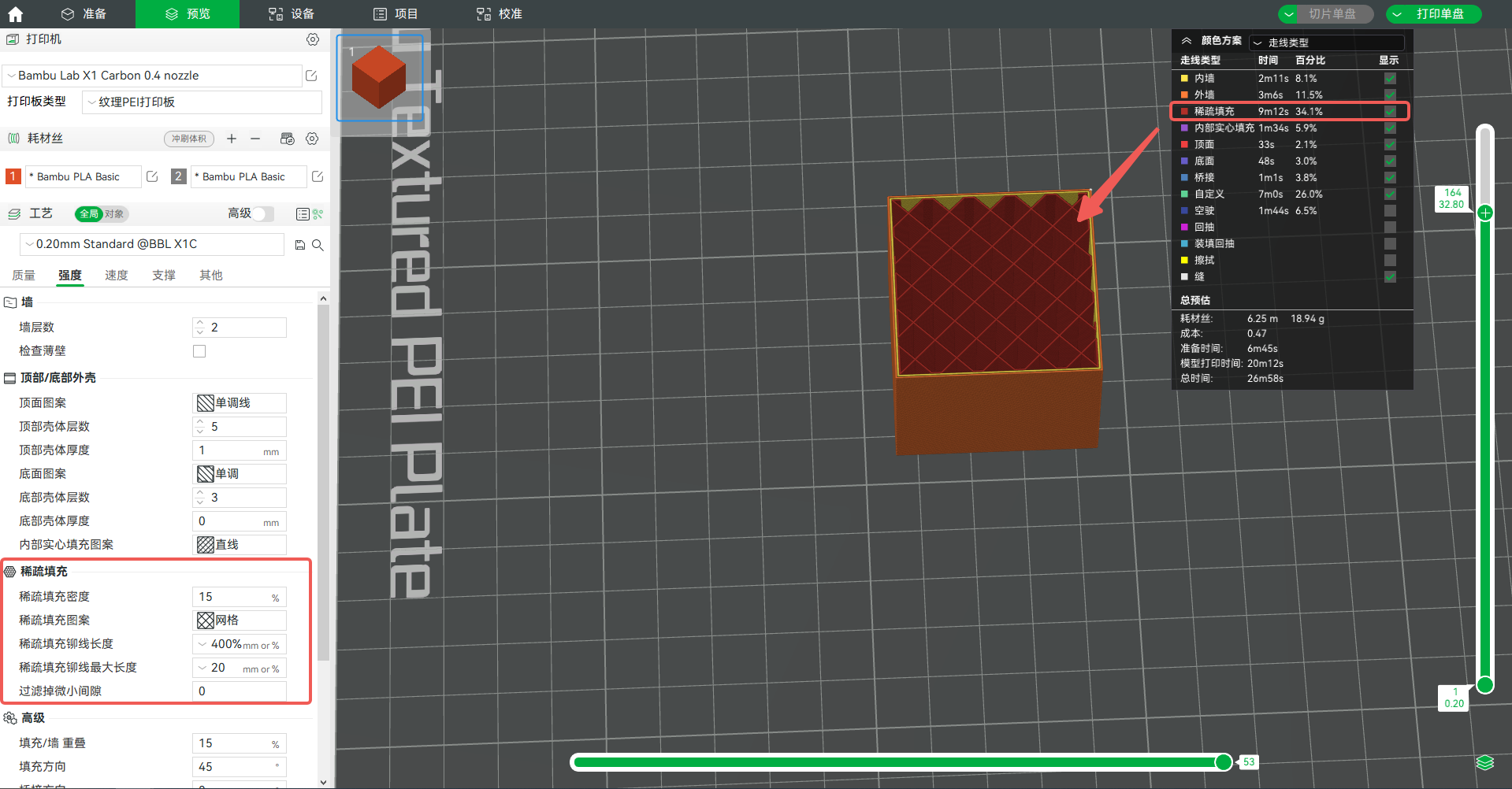
¶ 稀疏填充
所有稀疏填充走线的线宽。除了顶壳和底壳层外,其它层中只要有大于“稀疏填充最小阈值”的填充区域,都属于稀疏填充。
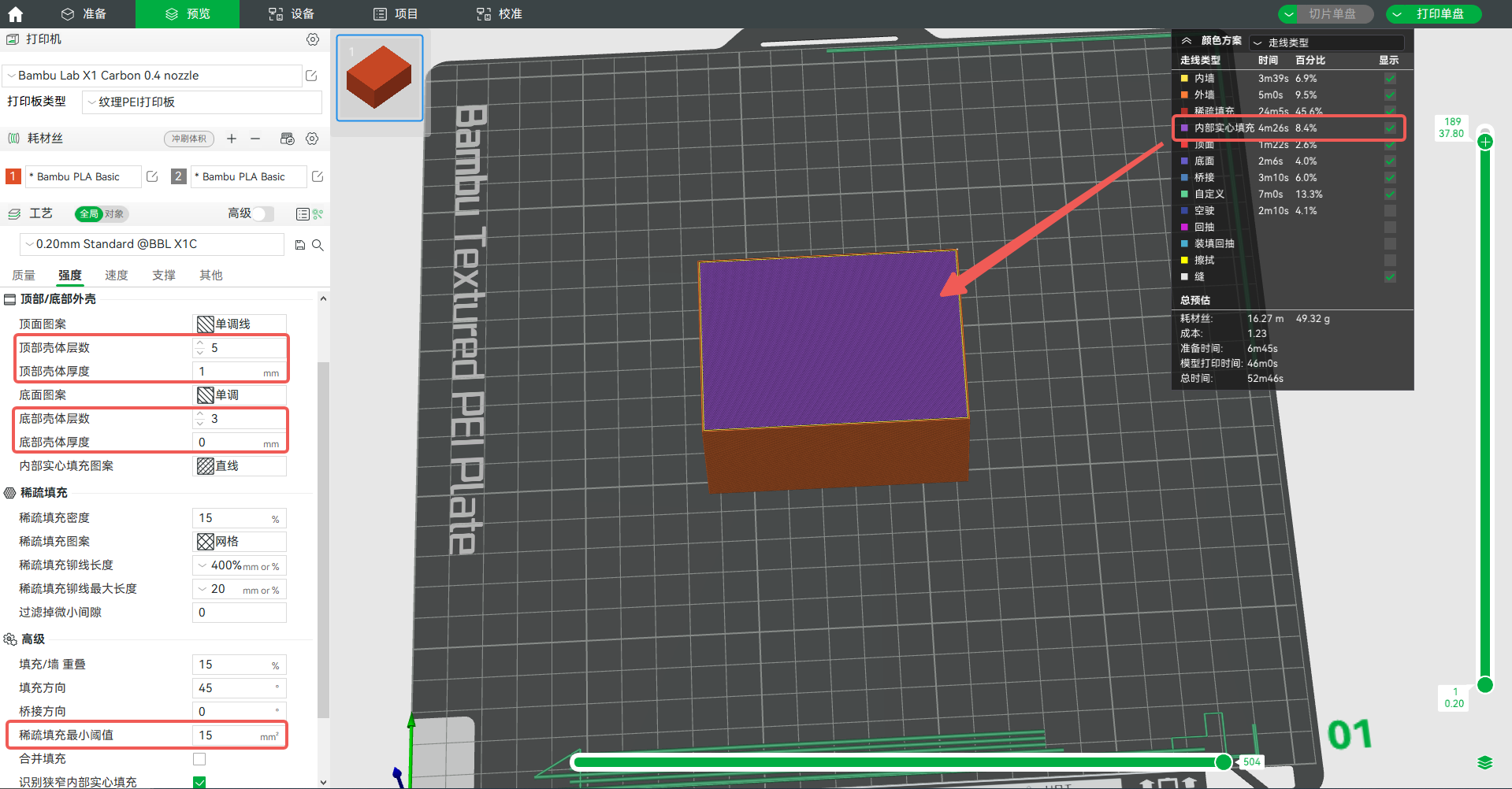
¶ 内部实心填充
设置内部实心填充的走线线宽。当你给模型设置的底壳或顶壳层数超过1层时,除了最底层和最顶层,其他的底壳和顶壳层都属于内部实心填充。另外,当模型内存在小于“稀疏填充最小阈值”的内部填充区域,这部分区域的走线也属于内部实心填充。
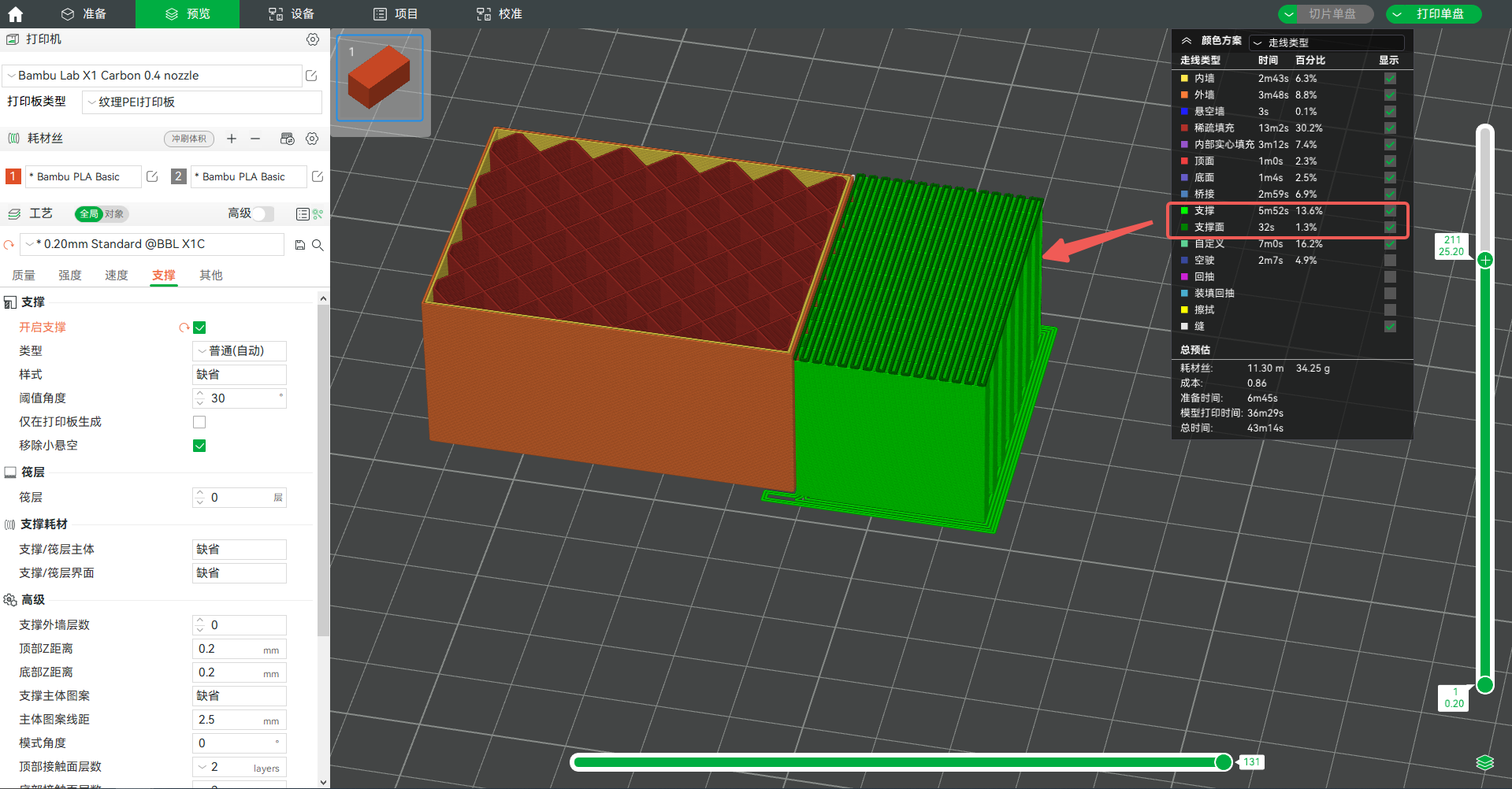
¶ 支撑
设置支撑和支撑面的走线线宽,如下图所示。关于支撑和支撑面详细介绍,可以参考wiki:支撑结构