PLA Aero 属于发泡材料,由于其独特的性能,是打印 RC Plane(航模)零件的绝佳选择。这种材料以其较低的密度而闻名,这使得打印模型更轻,是实现航模性能的关键因素。另外,相比于常规的打印材料,用发泡 PLA 打印出来的航模可以避免头部过重或者尾部过重,不必花大量时间去调配飞机的重心,使得航模飞行更加可靠安全。
但是,在使用发泡 PLA 打印时,也有不少注意事项(文末提供了包含适配拓竹发泡 PLA 的打印参数的 3mf 文件)。材料在打印过程中会膨胀,这需要仔细校准打印机并精确控制打印温度。此外,由于其轻质特性,它可能不如其他材料耐用,因此必须考虑零件的预期用途及其承受的应力。最后,进行打磨或喷漆等后处理时需谨慎,以避免损坏打印部件。
¶ 发泡 PLA 分类
主动发泡 PLA——加热过程中体积膨胀。例如:
- ColorFabb LW-PLA
- eSun eLW-PLA
- Bambu PLA Aero
被动发泡 PLA - 也叫预发泡 PLA,在出厂的时候耗材体积已经膨胀了。例如:
- PolyLite LW-PLA
主动发泡 PLA 的发泡过程是在喷嘴内受热时进行的。当材料被加热时,PLA 内的发泡添加剂开始产生气体,在基材内产生许多气孔。这导致体积显着膨胀,重量显着减轻,但同时损失一定的强度。由于发泡过程需要一定时间,因此不建议用高速打印,以保证耗材在喷嘴中的受热时间够长。此外,避免在没有挤出的情况下有较长距离的空驶也很重要,以避免线材受热时长不同,发泡程度不均匀。使用发泡耗材打印时,可通过改变喷嘴温度来控制线材膨胀率,通常只需要较低的流量比例(约 0.5)。
被动发泡 PLA 这种材料比常规 PLA 轻,但在相同的较高的打印温度下的打印件不如主动发泡 PLA 的轻。它是预发泡的,线材中有较多气孔、气体,由于打印过程气体的受热膨胀,它仍然可能出现轻微的起泡,但与主动发泡材料相比,膨胀明显较小。体积膨胀的减少使得被动发泡 PLA 对打印温度和加热时间的不同带来的受热程度差异不那么敏感,该特性允许其在不挤出的情况下进行一些空驶,并且可能不需要调整默认流量比例。
¶ 航模打印要求
航模需要轻质结构才能获得最佳性能,但常用打印设置和材料可能不太适合打印这类模型。因此,熟练的模型设计师创建的模型可以绕过发泡 PLA 的一些局限性,同时最大限度地减少走线数。这些技巧包括设计单壁机翼表面,避免回抽,并遵守前面提到的打印发泡材料要求。
通常,航模模型平面设计有薄壁和内部结构,使切片软件能够在单个闭环路径中处理每一层。这种方法允许打印在每层同一位置开始和停止,无需空驶。Bambu Studio 提供了一种称为“旋转花瓶”的特殊模式,该模式在打印一条闭环走线的同时不断沿 Z 轴上升,进一步去除每层的起点/终点带来的接缝(注意:并非所有模型都适合用花瓶模式打印)。
¶ 航模的切片设置
您可以参考我们关于使用 Bambu Studio 的教程,了解基本的软件使用方法。
Bambu Studio 快速入门指南 | Bambu Lab Wiki
大多数 3D 打印机的默认设置未针对打印航模进行优化。为了在打印航模时获得最佳效果,必须相应地调整切片设置。以下设置可帮助 Bambu Studio 正确对航模进行切片。
¶ 参数设置
汇总表
| 设置 | 主动发泡 PLA | 被动发泡 PLA | 备注 |
| 必须项 | |||
| 精度 -> 切片间隙闭合半径 | 0 | 0 | |
| 其他 / 特殊模式/ 切片模式 | 奇偶 | 奇偶 | |
|
速度 / 首层速度 / 首层填充 速度 / 其它层速度 / 外墙 |
~50mm/s | ~ 50 mm/s | |
| 速度 / 其它层速度 / 悬垂降速 | 不勾选 | 不勾选 | |
| 耗材丝/ 耗材丝设置 / 打印温度 | 根据发泡规格设置 | ~ 230 ℃ | |
| 耗材丝/ 耗材丝设置 / 流量比例 | ~ 0.6,245 ℃ | ~ 1 | 参考耗材丝规格,根据设定的温度调整 |
| 可选项 | |||
| 线宽 | > 0.4 mm | > 0.4 mm | 或者根据模型设计师的指导,增加线宽显著增加强度 |
| 层高 | 0.15 ~ 0.25 mm | 0.15 ~ 0.25 mm | 较低的层高可增加层间的附着力 |
| 耗材丝设置 / 冷却 / 风扇速度 | ≤ 30% | < 50% | 根据机器封箱情况,酌情调整辅助冷却风扇的转速 |
请参考下面的具体设置。
¶ 旋转花瓶模式的打印配置文件
具体参数设置:
|
关闭切片间隙闭合半径; 墙生成器选择“经典”。 |
墙层数设置为 1; 顶壳/底壳层数设置为 0; 稀疏填充密度设置为 0%。 |
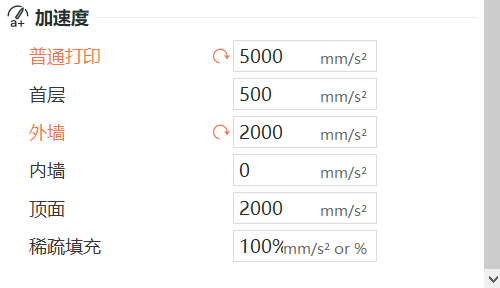
将所有打印速度设置为相同; 关闭“悬垂降速”; 适当地降低打印加速度。 |
选择“奇偶”切片模式; 启用“旋转花瓶”; 打印顺序选择“逐件”(如需一盘打印多个模型)。 |
 |
 |
  |
 |
¶ 非旋转花瓶模式的打印配置文件
有些模型用一条走线螺旋上升的方式切片可能会导致细节丢失,所以不建议用“旋转花瓶”模式,需要调整参数。不过大部分的参数都与旋转花瓶模式的切片配置相同,您只需要修改以下部分:
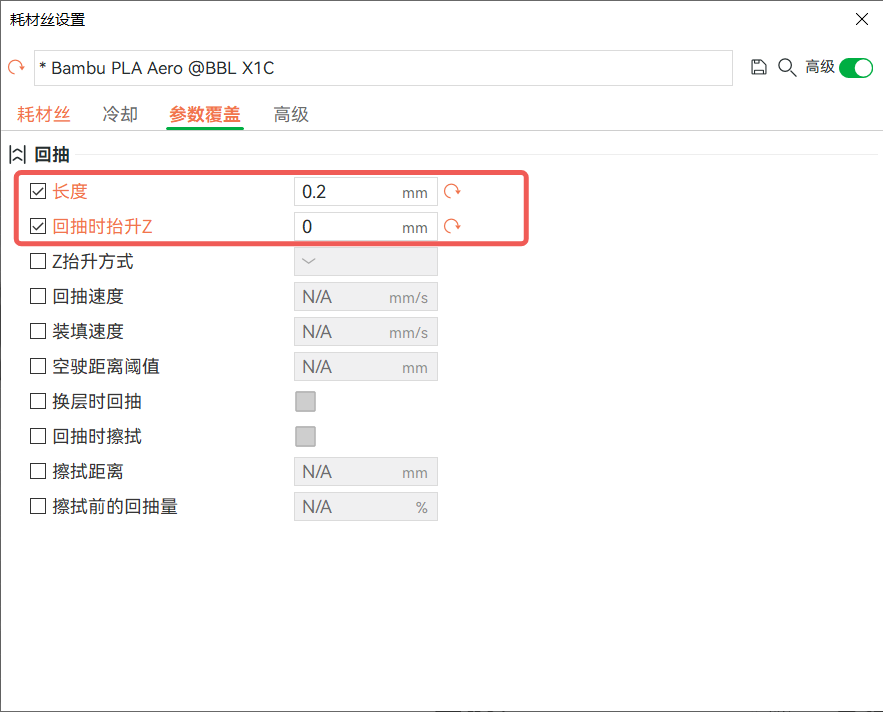
| 减小或者关闭回抽;关闭Z抬升 | 接缝按实际切片结果调整,一般选择“最近” |
 |
 |
¶ 材料配置
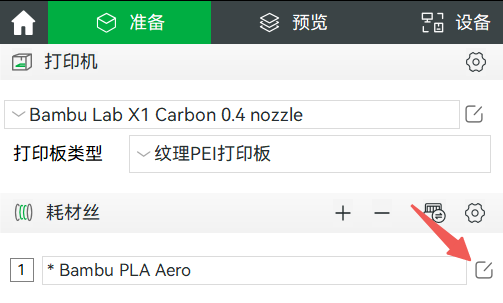
| 选择耗材丝 PLA Aero 并点击编辑配置 |
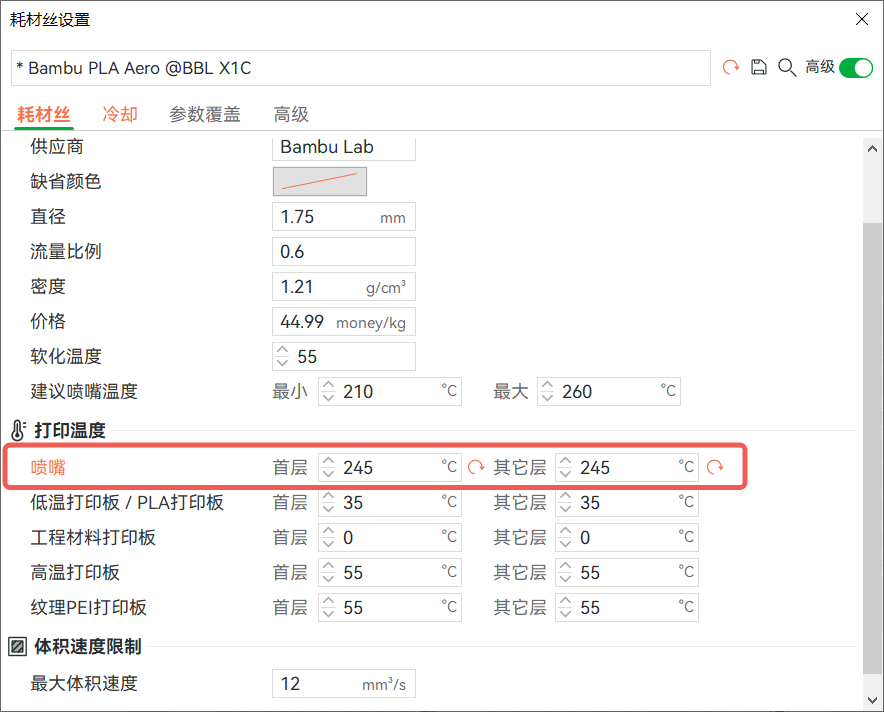
打印发泡PLA时,根据规格设置流量和喷嘴温度,典型设置为流量比例 = 0.6(默认值),喷嘴温度= 245 ℃。 在一定范围内打印温度越高,PLA Aero 的发泡倍率越大。 因此,打印模型的密度可通过调整打印温度、流量比例等来调控;一般而言,模型密度随着打印温度的提高、流量比例的减小而降低。 |
将风扇转速设置为较低百分比(≤ 30%),关闭“保持风扇常开” |
 |
 |
 |
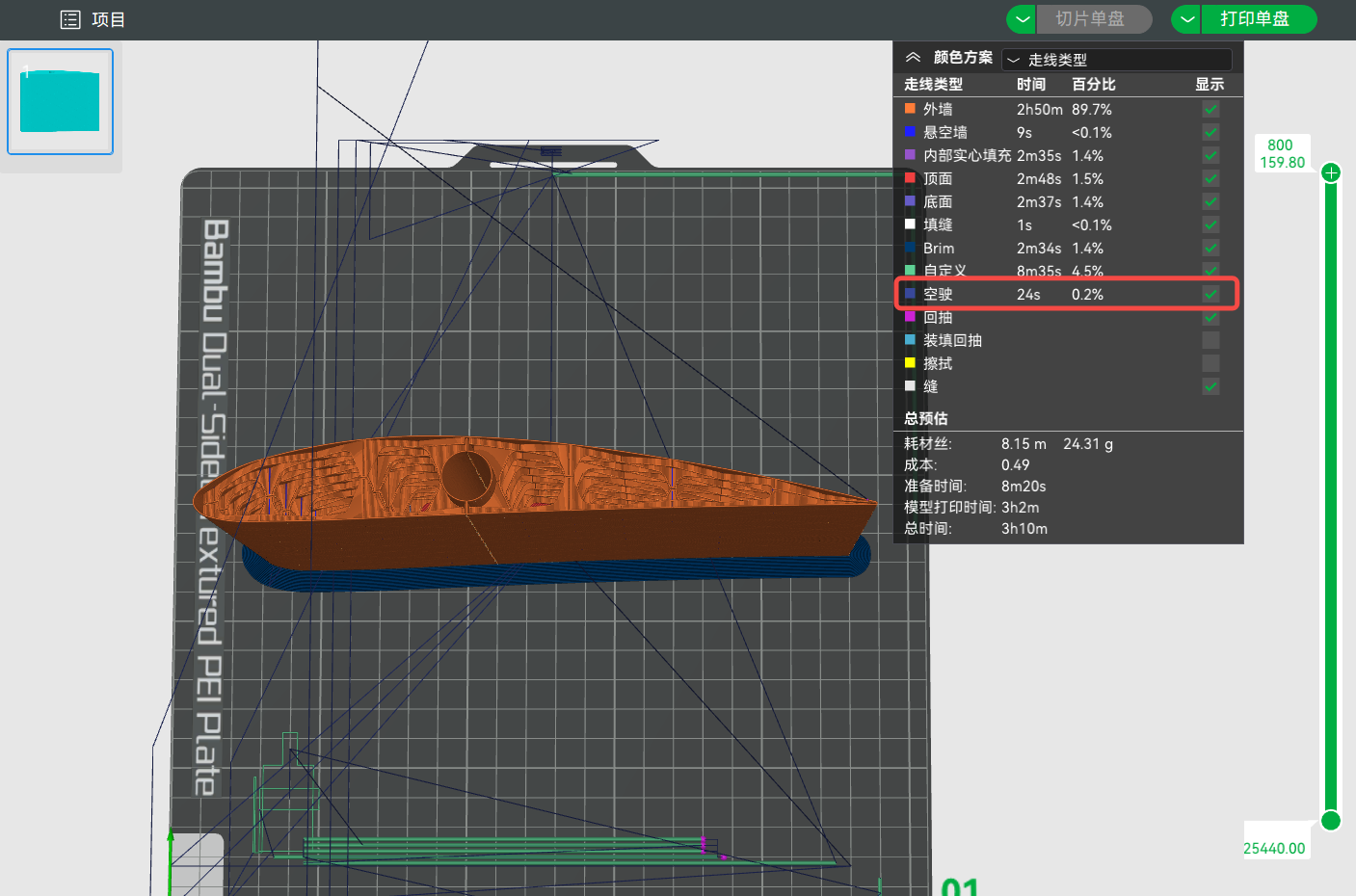
在打印前进行最后检查,确保整个模型没有太多的空驶路线(深蓝色线)。您还可以使用水平切片条查看每层中的打印顺序,确保走线已闭合。
¶ 开始打印
将 PLA Aero 与 AMS 配合使用时,您可能偶尔会遇到进料失败的问题,所以请尽量把它放在打印机背后的料盘支架来送料。PLA Aero 的强度比常规 PLA 的低 ,有一定概率在 AMS 送料过程中发生齿轮和材料打滑。
打印前记得将耗材烘干(可参考 使用X1C打印机干燥耗材的步骤和盖子模型 | Bambu Lab Wiki),如果打印时间超过 4 小时,请把耗材和有效干燥剂一起放在密封容器中使用。
在发送打印之前,请取消勾选打印选项中的动态流量校准。在 X1C 中校准发泡 PLA 可能无法得到一个准确的校准值,因为它的动态响应和普通材料差距较大,且在打印校准线的时候有很大拉丝漏料的风险。

¶ 结束
尽管使用发泡 PLA 打印需要较低的速度,但 Bambu Lab X1C 的精确挤出和坚固的 CoreXY 框架确保即使在没有使用打印机的全速潜力的情况下,仍然可确保出色的打印质量。
某些早期的航模可能不适用于此特殊模式。您可以尝试使用通用的 PLA 设置对它们进行切片,然后使用普通 PLA 耗材打印它们。
可以点击以下链接下载 PLA Aero 打印航模的配置文件,然后用拓竹切片软件 “打开”,并 “导入目标打印模型” 以获得调整好的适配大部分打印场景的拓竹发泡 PLA 参数。请注意,该参数并不一定适合所有的打印模型和材料,请根据实际情况和需求适当调整。
PLA Aero 配置文件(花瓶模式)(请根据实际模型结构、用途和切片预览情况来确定是否手动添加顶部壳体层数)