我们建议您只在特殊需要情况下,才使用打印机的极限构建体积来打印。否则,我们建议保留机器原有配置。本文将指导如何在XP系列打印机上实现完整的打印体积。
¶ 为何真实构建体积比广告所说的构建体积小?
Bambu 系列打印机,其中X1系列、P1系列和A1的构建体积都是256x256x256mm³,而A1 mini的构建体积是180x180x180mm³。这是打印机的工具头在XYZ三个轴上所能达到最远的范围。在Bambu Studio中,我们对X1系列和P1系列打印机限制了工具头的移动范围,通过避免它移动到某些区域来实现某些功能,如切刀切料和Z轴抬升。
回抽时抬升Z轴对打印很重要,可以避免喷嘴拖拽和碰撞打印模型。允许使用回抽时Z轴抬升(热床下降),这样就需要预留一个小的打印体积缓冲,可以避免热床撞到腔体底部可能存在的残余耗材碎屑。具体可以参考:回抽设置 | Bambu Lab Wiki
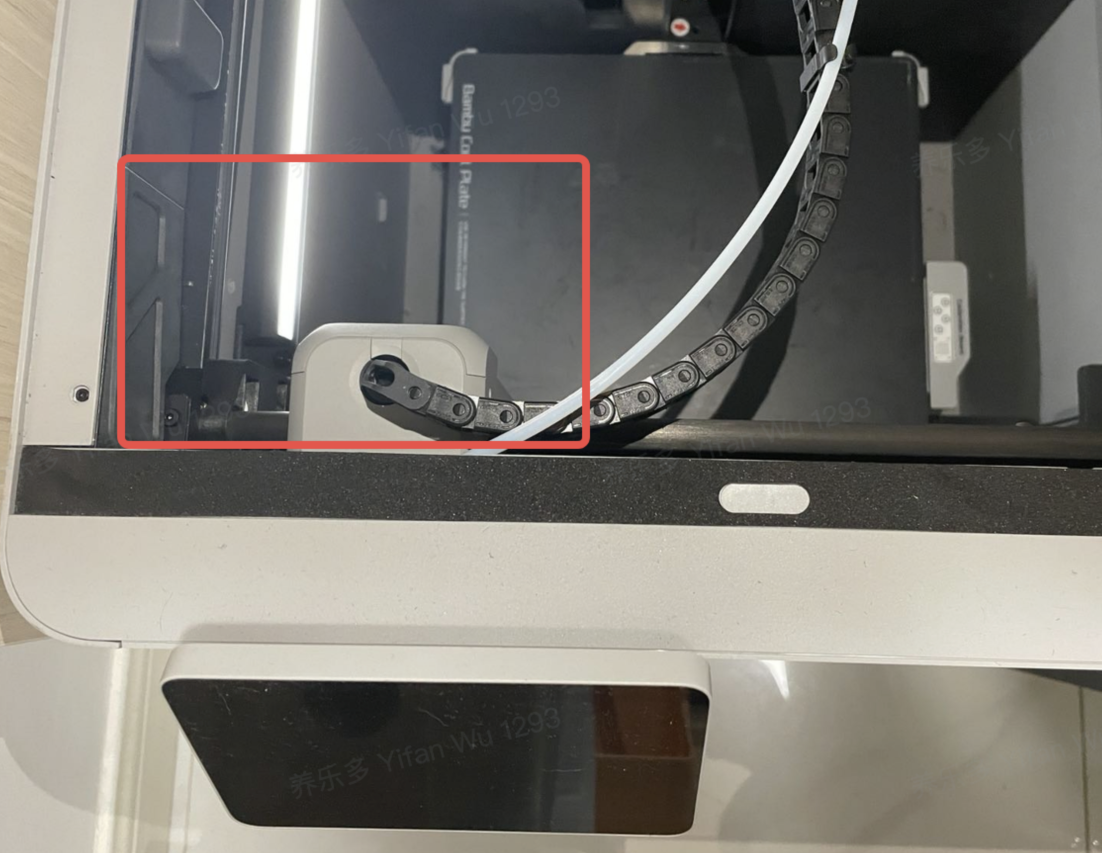
另外,Bambu Lab 系列打印机都配备了一个切刀,当您使用AMS打印需要进行退料时会使用到它。为了保证切刀正常工作,在X1和P1系列打印机的左前方有一个可折叠的顶块,切刀通过刀柄顶在硬块上实现切料动作。
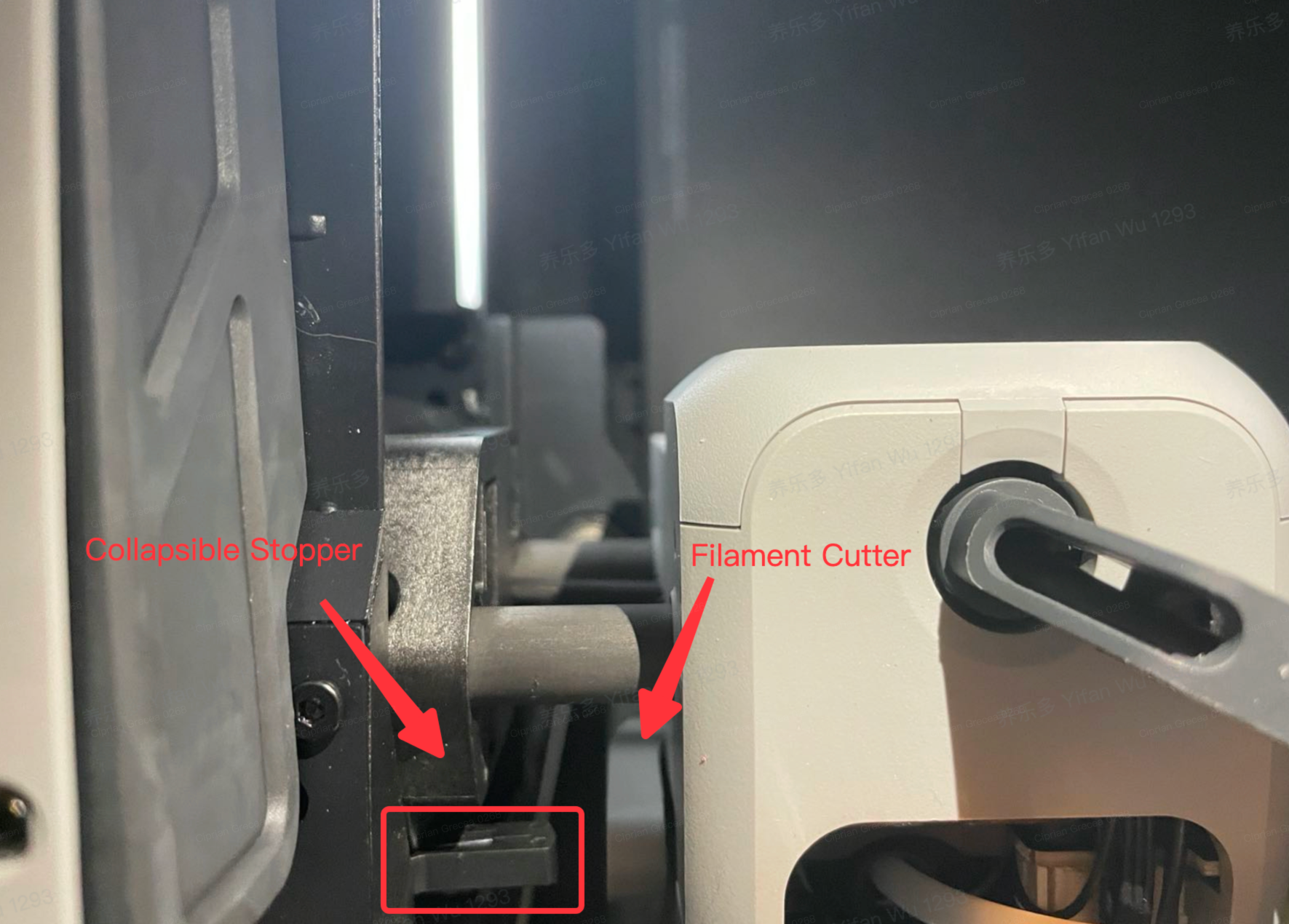
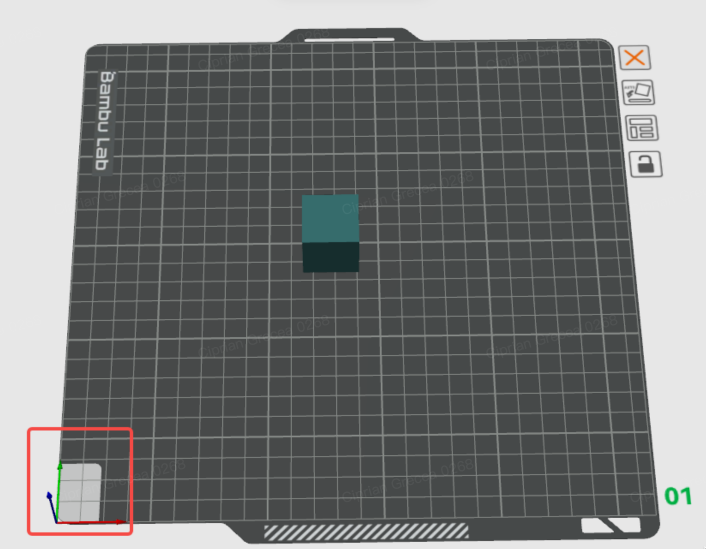
当切刀从右移动到左前位置时,切刀刀柄会压在凸出的顶块上。我们在Bambu Studio中也添加了该区域的位置,以便大家了解到这个限制,避免在打印过程中出现问题。而左下角所占据的打印面积为18x28mm²。
¶ 如何在打印中使用全部的构建体积?
针对这个问题,我们已经有了解决方案,但在做此修改前,您需要了解以下几点:
1. 只有在不使用AMS系统时,才能获得完整的打印体积。因为当使用这个方案时,退料不可使用切刀。
2. 腔内底部必须清洁,确保没有任何碎屑。
3. 确保打印过程中回抽抬升的高度不会超过Z高度上限,也就是256mm。
我们建议您只在特殊需要情况下,才用极限构建体积的打印。否则,我们建议保留机器原有配置。
¶ 更换切刀顶块和清洁打印机机箱底部
解决方案是用一个小的打印模型 将顶块固定在合适的位置,这样在打印时就可以把它折收起来,让打印头移动到以前无法到达的位置。

我们建议您使用高温材料打印这个模型,比如PETG/ABS,以确保它不会在打印过程中失效。这也将让您的打印机可以打印更高温的材料。

然后将打印机机箱底部的耗材碎屑等异物清理干净,避免热床下降到最低处的时候撞到异物影响打印。
¶ Bambu Studio设置变更
除了硬件改造,您还需要在Bambu Studio 做以下升级:
1.将Bambu Studio更新至可用的最新版本。
2.将打印机设置中的不可打印区域一栏清空,把可打印高度从默认的250mm更改为256mm。这么做是取消打印机的切刀保护,增加打印体积。

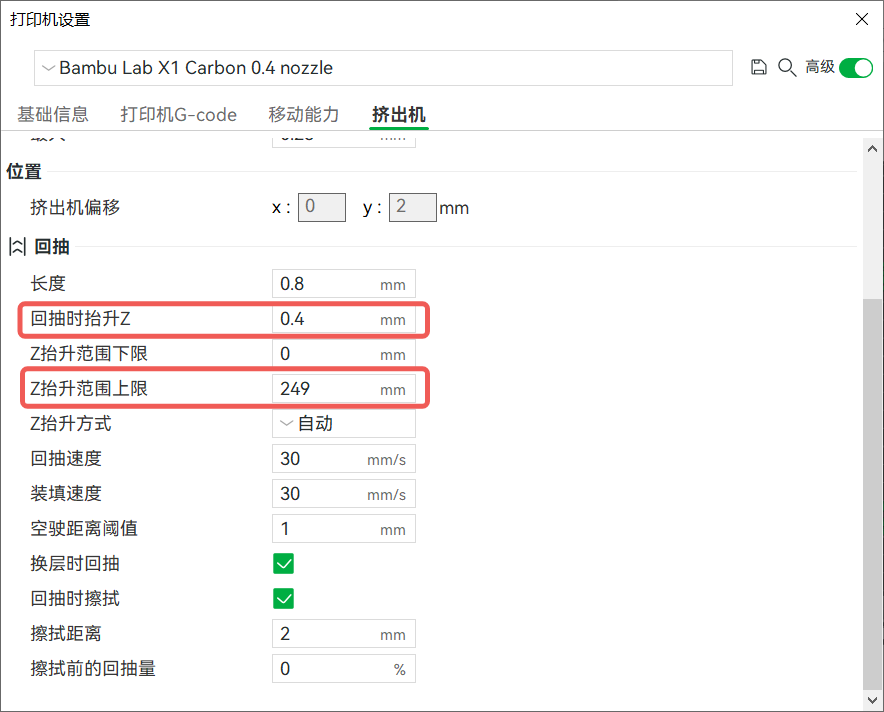
3.在打印机设置->挤出机->回抽设置中,确保“回抽时抬升Z”+“Z抬升范围上限”不超过256mm。这样回抽时工具头抬升的高度就不会超过打印体积的高度限制。关于回抽的具体设置可以参考wiki:回抽设置 | Bambu Lab Wiki。
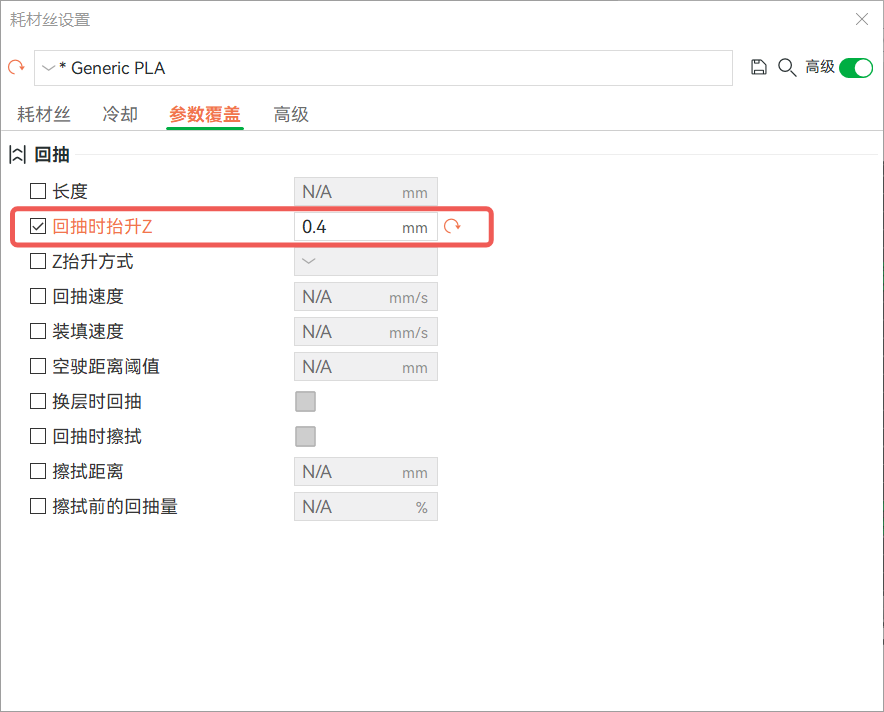
4.在耗材丝设置->参数覆盖中,如果您专门为某个耗材丝修改过回抽参数,也请确保“回抽时抬升Z”+“Z抬升范围上限”不超过256mm。