¶ 常见问题
使用 ABS、ABS-GF、ASA、PC、PA、PA-CF、PA6-CF、PA6-GF、PAHT-CF、PET-CF、PPA-CF、PPS-CF 等高温耗材、工程材料时,可能会遇到下述问题:
1. 耗材容易受潮,导致打印质量不佳(表面粗糙、漏料、象脚效应等);
2. 打印时容易堵喷嘴,尤其是含有碳纤维(CF)或玻璃纤维(GF)的;
3. 部分耗材的模型层间粘接较差。
¶ 解决方案和建议
1. 建议在打印前先烘干耗材。要获得更多详情,请查阅:耗材准备——干燥。
- 检查线料的包装是否完好。如破损,请在打印前将其烘干。
- 如您不确定耗材是否受潮,也请在打印前将线料烘干。打印结束后,请将线料储存在带有有效干燥剂的密封容器或密封袋中,这将有助于保持线料干燥 2 周左右。如果您有湿度计,请将其一同放在密封容器中,以监控其中的湿度。一般而言,储存和使用线材是,线材所处环境的湿度应低于 25% RH,且湿度越低,线材能保持干燥的时间越长。
- Bambu PA6-CF、PA6-GF、PAHT-CF 和其他大多数工程材料的烘干条件:80 ℃ 鼓风型烤箱内至少烘拷 8 h。可查阅此篇 wiki 获知更详细的耗材烘干相关内容:耗材准备——干燥。如果是用打印机热床烘干,则需要 90 ℃ 至少 10 h(中途需要翻面,请参考 使用X1C打印机干燥耗材的步骤和盖子模型 | Bambu Lab Wiki)。烘干前后的打印质量对比见附图:


受潮的(左) 和干燥的(右)PA6-GF 耗材的打印件
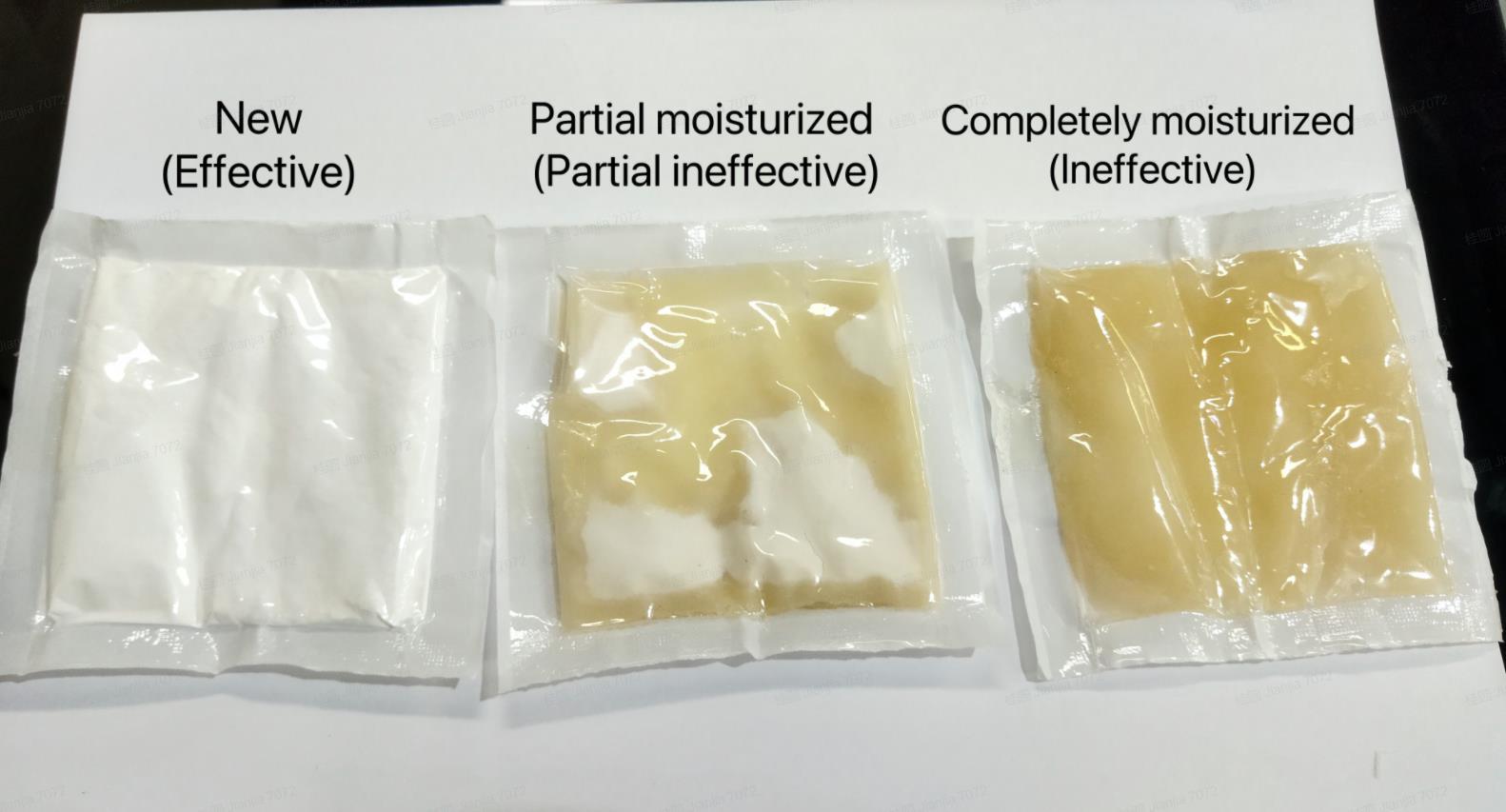
- 干燥线材后,在使用过程中要把它放在带有干燥剂的密封盒或 AMS 中,防止它再次受潮。如果将线料存放在 AMS 内,请确保 AMS 内干燥剂有效,并始终将 AMS 扣好。如果发现干燥剂无效(从粉末状变为块状或糊状),请在下次打印前更换干燥剂并烘干线料。AMS 干燥剂的状态如下图所示:

2. 在打印 PA-CF/GF,PAHT-CF 和 PET-CF/GF 等碳纤维(CF)或玻璃纤维(GF)增强的材料时,不可使用口径为 0.2 mm 的喷嘴,否则堵头几率会非常高;口径从 0.4 mm 增大到 0.6 mm 再增大到 0.8 mm 时,打印的精细度依次下降,但堵头概率依次降低;建议首选 0.6 mm 喷嘴,其次是0.4 mm喷嘴(建议打印层高在 0.15 ~ 0.3 mm 之间,打印的速度上限约为 100 mm/s)。在使用这类材料前,建议先将喷嘴温度设置为 280 ℃,然后用内六角扳手和通针清理喷嘴内部,以降低打印过程的堵头风险。如果打印过程发生了堵头,也要如此操作,确保喷嘴内部清理干净后再重新打印。如果喷嘴堵了,请参考喷嘴堵塞 | Bambu Lab Wiki进行清理。
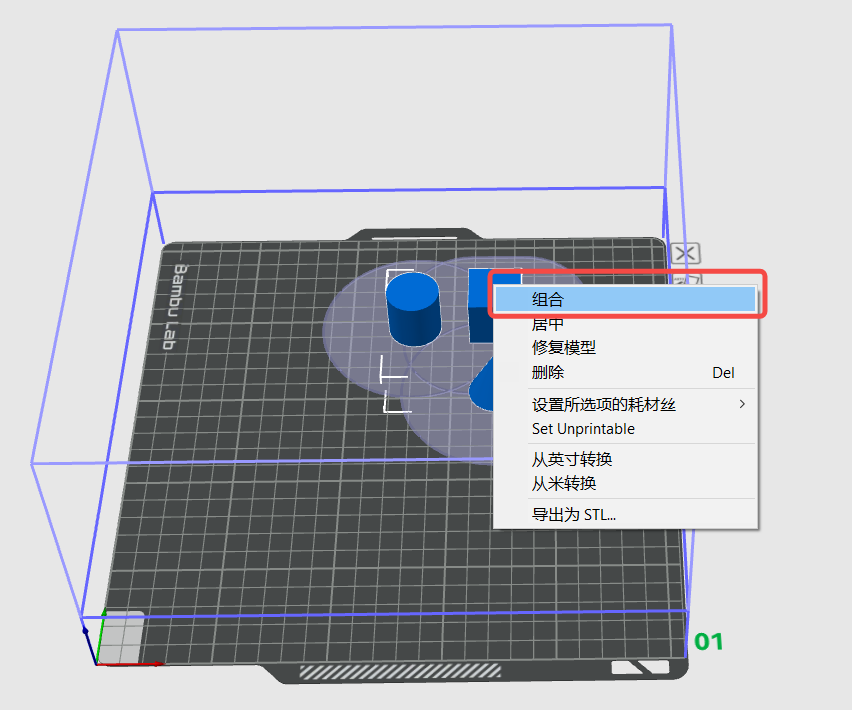
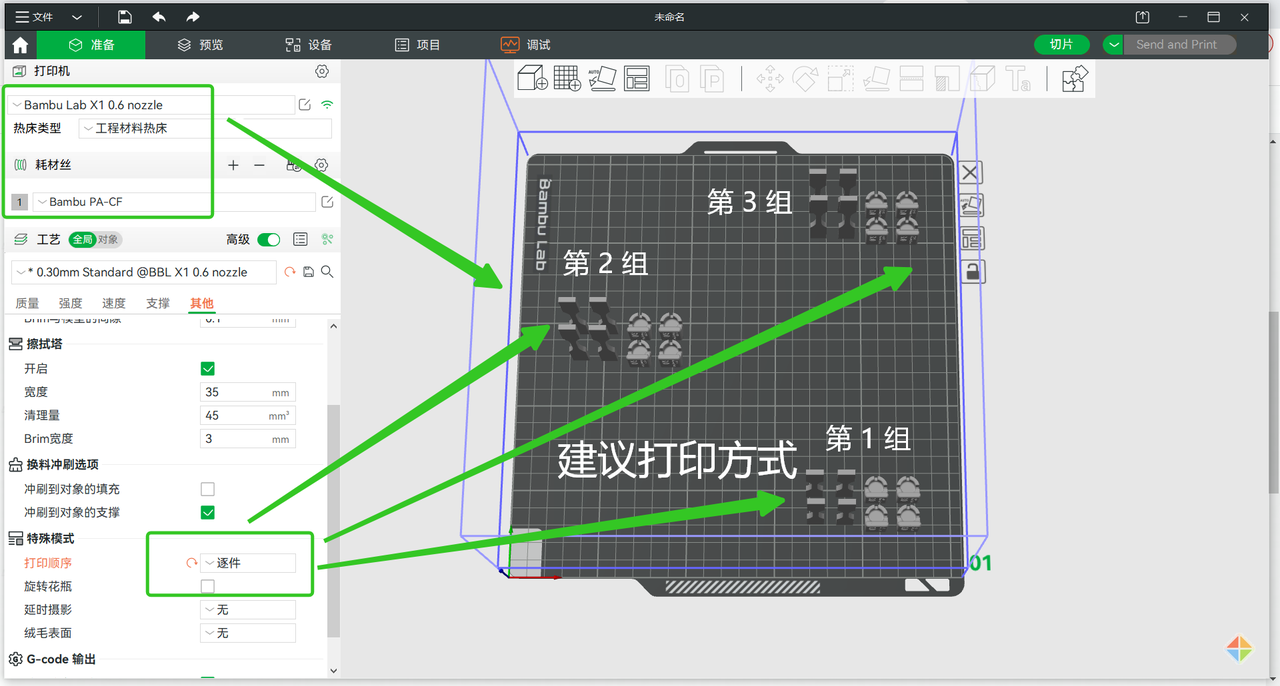
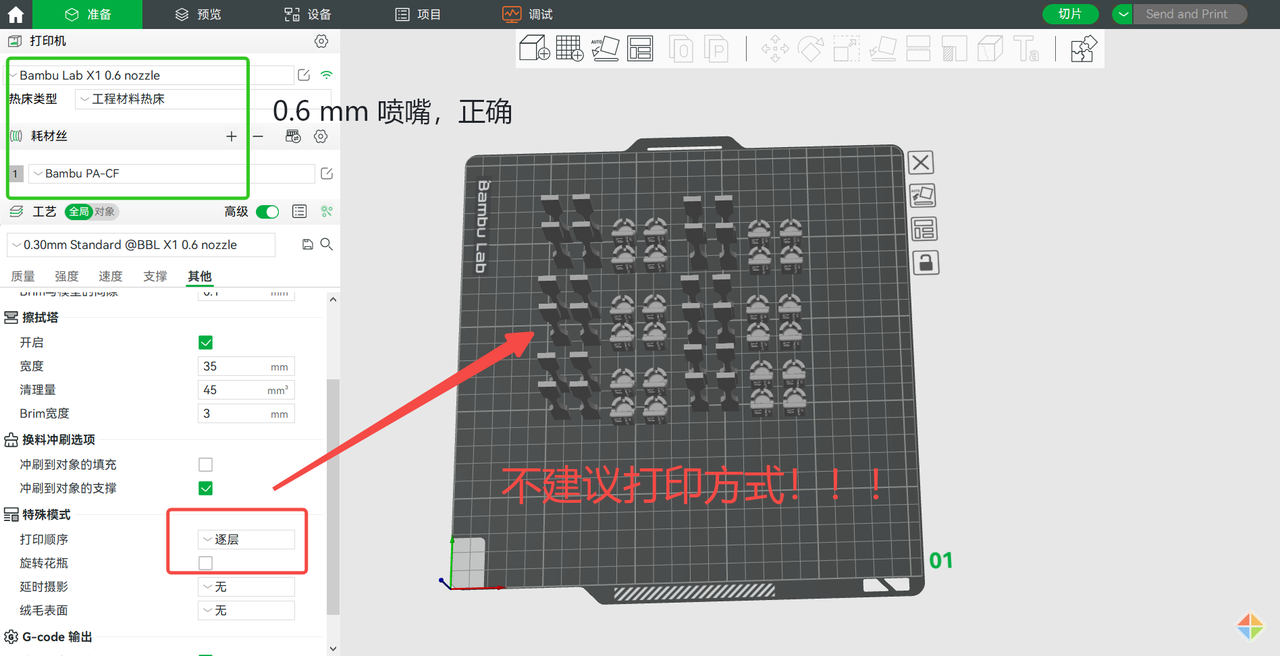
3. 单层打印时间对打印件的层间粘接强度有很大影响,一般而言,单层打印时间越长,小模型的层间粘接强度越低(上一层早已完全冷却)。若需要打印多个小件,建议不要放在一整盘中选用逐层打印(默认的打印顺序是逐层打印),而应该尽量一次只打少数几个,且最好把模型分组甚至分盘后选用逐件打印方式。
4. 用 PA-CF 或其他 CF 或 GF 增强工程材料打印的模型,最好在打印后在 80 ℃ 左右退火 8 小时。Bambu PA-CF、PET-CF 和 PAHT-CF 的最佳退火温度为 120 ~ 130 ℃,这样综合力学性能可提高约 10% ~ 20%。退火效果取决于退火温度、时间,模型本身的尺寸、结构,填充密度、墙层数等打印设置;请注意,部分模型在退火后可能会发生收缩、翘曲。要获悉更多的退火相关信息,请查阅 打印后的工作中的退火说明。
5. 打印带有支撑结构的模型时,最好在 2 小时内把支撑结构拆除,以免其受潮变软后变得难以拆除或拆除时有较多残留,尤其是对于易吸水的 PA-CF、PA6-CF 等 PA 类主体材料和易吸水的 PVA、Support for PA/PET 等支撑材料而言。若确实已因放置太久而变得难拆,请把整个模型烘干、放置冷却后再及时拆除。
6. PA、PA-CF、PAHT-CF、PA-GF 等 PA(尼龙)类耗材的吸水能力相对较强,在潮湿空气或水中使用一段时间后可能会因为受潮而发生不同程度的强度、刚度下降——变软,尤其是对于单薄、瘦长的模型而言;如果目标使用场景对强度、刚度的要求较高,请注意规避。同时,这些材料受潮后通常也会变得更韧,更抗冲击、跌落和碰撞;如果目标使用场景对韧性的要求较高,对强度、刚度的要求一般,可先让模型受潮、变软后再使用。另外,给这些耗材的制品表面充分浸润致密的油漆、蜡等能阻隔水的涂层可抑制其吸水变软。
7. 注意,干燥耗材、打印件以及给打印件退火时,建议使用温度均匀的设备,例如鼓风型烤箱(Blast drying oven),不可使用微波炉或家庭烤箱,应避免其明显受力或受热不均(一定要远离烤箱发热区),以免线材、料盘或模型因局部过载、过温而损坏。
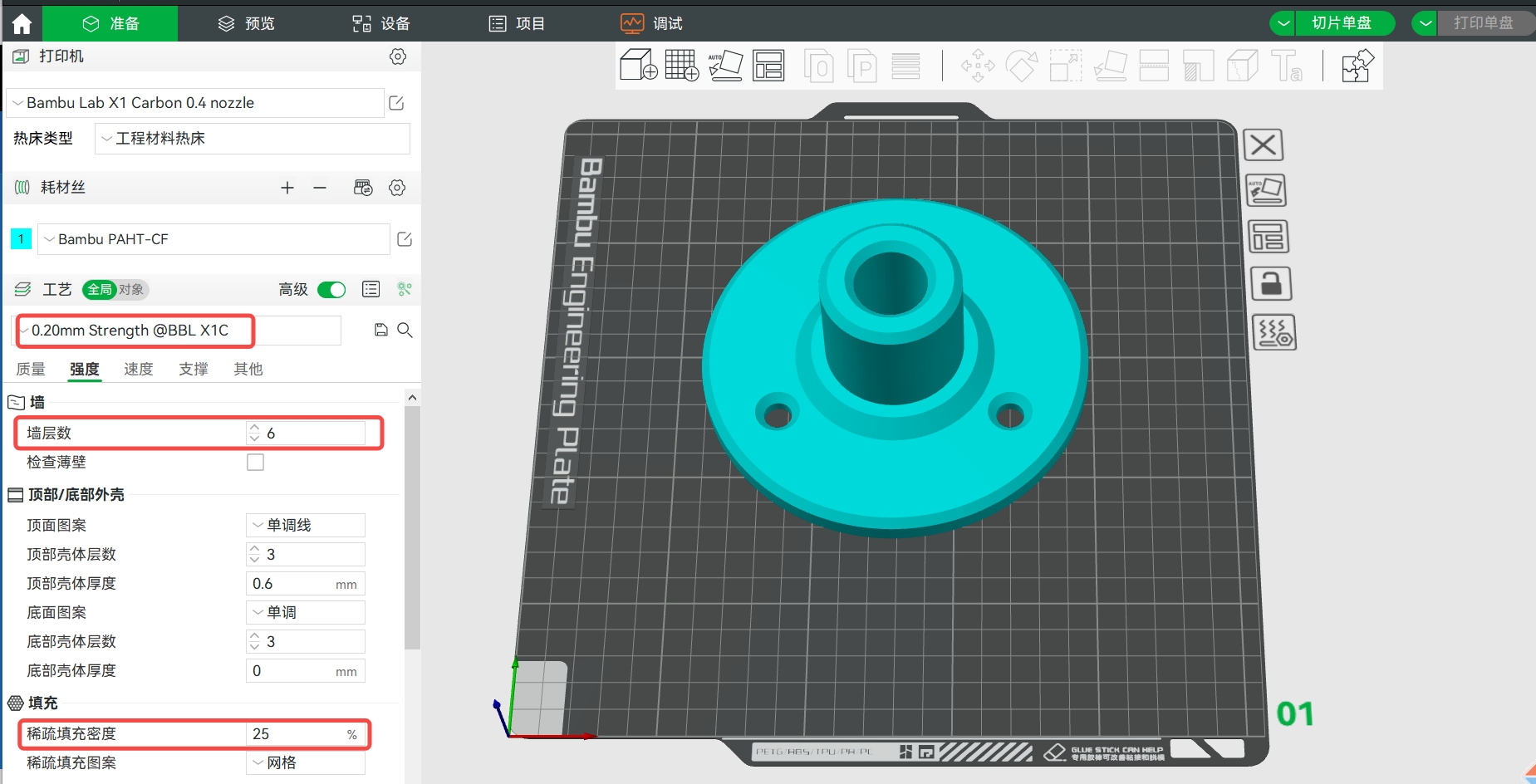
¶ 推荐设置
1. 一般来说,填充密度越高,强度和材料消耗就越大。为了在强度和材料消耗之间保持平衡,强烈建议在打印大型模型时选择Strengh预设(6层墙和25%填充密度),这样打印的模型会足够坚固。当然,如果你能接受更大的材料消耗,你可以手动设置更高的填充密度来获得更高的强度。
2. 一般而言,ABS、ASA、PC、PA 等耗材由于本身性质特点,更发生翘曲的可能性更高,因此需要采取一些措施来尽量减轻翘曲。如果模型尺寸较大且填充率设置得较高,如 60%(默认值是 15%),发生了翘曲,可适当调低。另外,填充图案带有较多直线的更容易收缩,可以把填充图案改成螺旋体来降低收缩风险。对于部分对强度要求较高的结构件,可以设置 5 层墙和 25% 左右的填充率,尽量避免使用 50% 以上的填充率,以降低收缩趋势;对于大多数对强度要求较低的非结构件,则可以直接选择默认的 2 层墙和 15% 的填充率。具体可以参考:常见打印质量问题和解决办法 | Bambu Lab Wiki