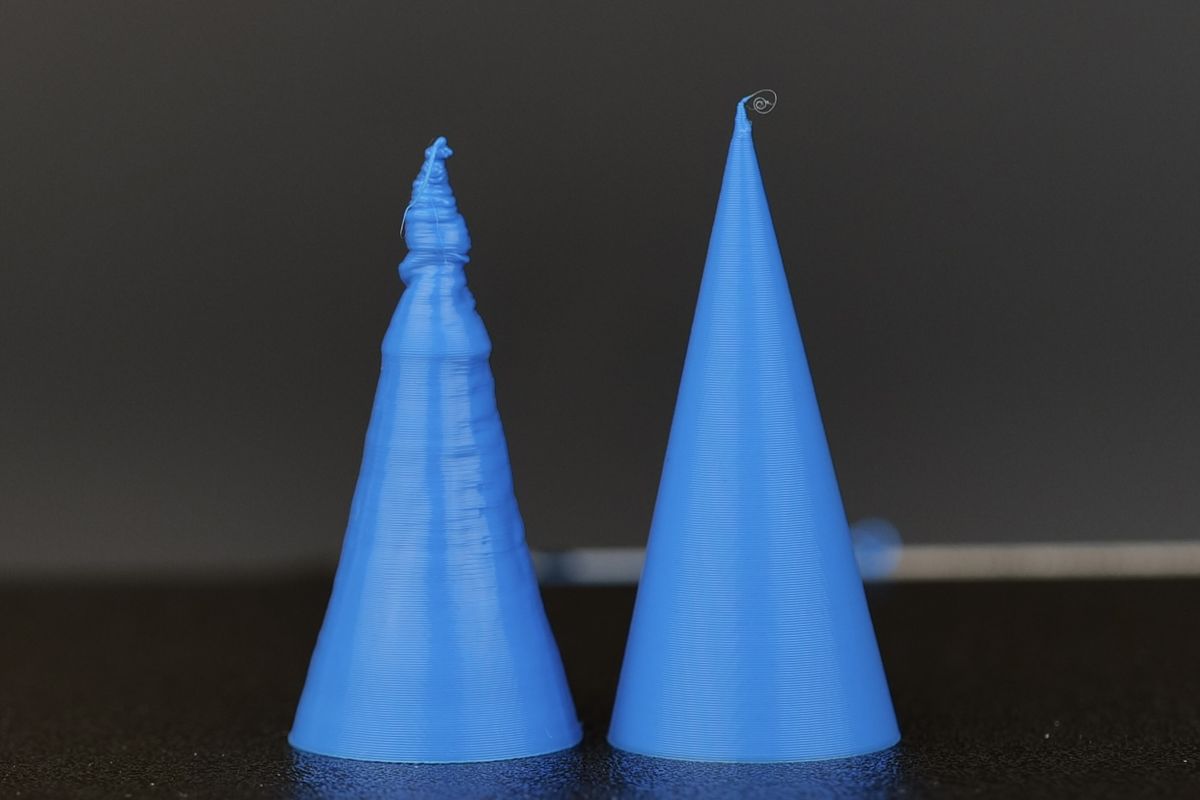
¶ 打印层过热、下垂
如下图所示,左侧的圆锥体为部件冷却风扇停转的情况下高速打印;右侧的圆锥体为部件冷却风扇打开的情况下,使用默认设置打印。
¶ 潜在原因和解决方式
¶ 1. 部件冷却风扇故障
打印出现过热、下垂的最常见原因是部件冷却风扇故障。
如果打印时冷却效果不足,则会导致打印的耗材没有足够的时间冷却和固化。
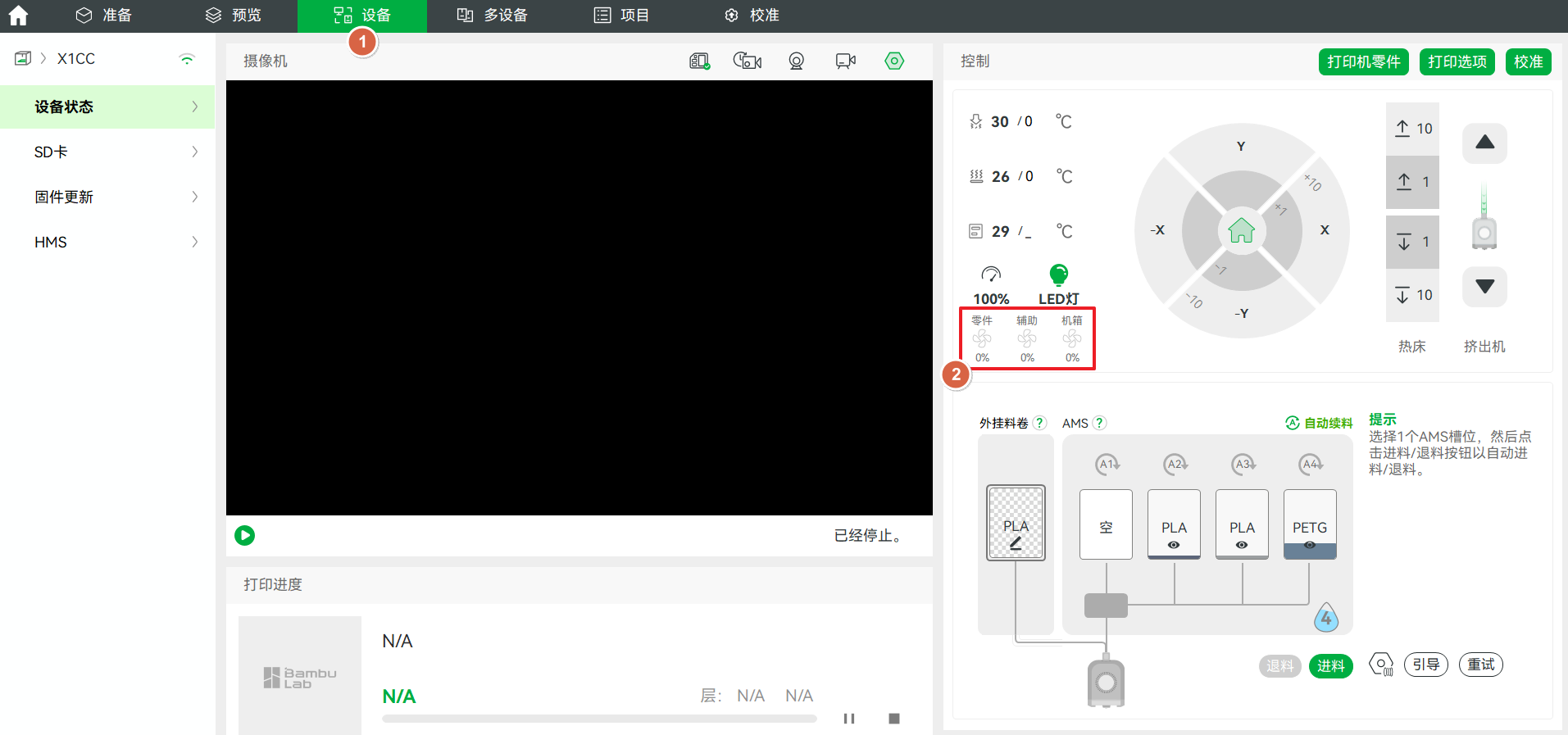
对于此问题,建议首先尝试在 Bambu Studio 的“设备→部件冷却风扇”中手动打开部件冷却风扇,将风扇转速调整到 100%,确认风扇是否正常启动。
如果风扇正常工作,则问题可能与您的切片文件参数有关。
如果风扇不工作,则问题可能与部件冷却风扇故障、部件冷却风扇的插头连接不良或与 TH 板故障有关。
¶ 2. 打印速度过快
打印速度过快也会导致打印质量差。如果打印速度太快,耗材无法获得充分冷却。使用运动和狂暴模式提高的打印速度,并不会提高零件冷却性能。
当使用这些模式提高打印速度时,需要提供更强的冷却。
为了获得最佳效果,我们建议在切片参数中调整打印速度,而不是从屏幕选项中调整打印速度。
¶ 3. 喷嘴温度过高
如果喷嘴温度设置得过高,耗材可能会在喷嘴内过热,并可能导致打印质量不佳。
应根据使用的打印速度调整喷嘴温度。例如,在 Bambu Studio 中默认的 PLA 耗材喷嘴温度为 220 ℃,这是适合默认配置文件中打印速度的喷嘴温度。
如果使用静音模式打印,由于此时打印速度会降低到原本的 50%,则可能需要将喷嘴温度设置为 210 ℃,意味着不需要太高的喷嘴温度,耗材也可以被高效挤出。
¶ 4. 最短层时间太短
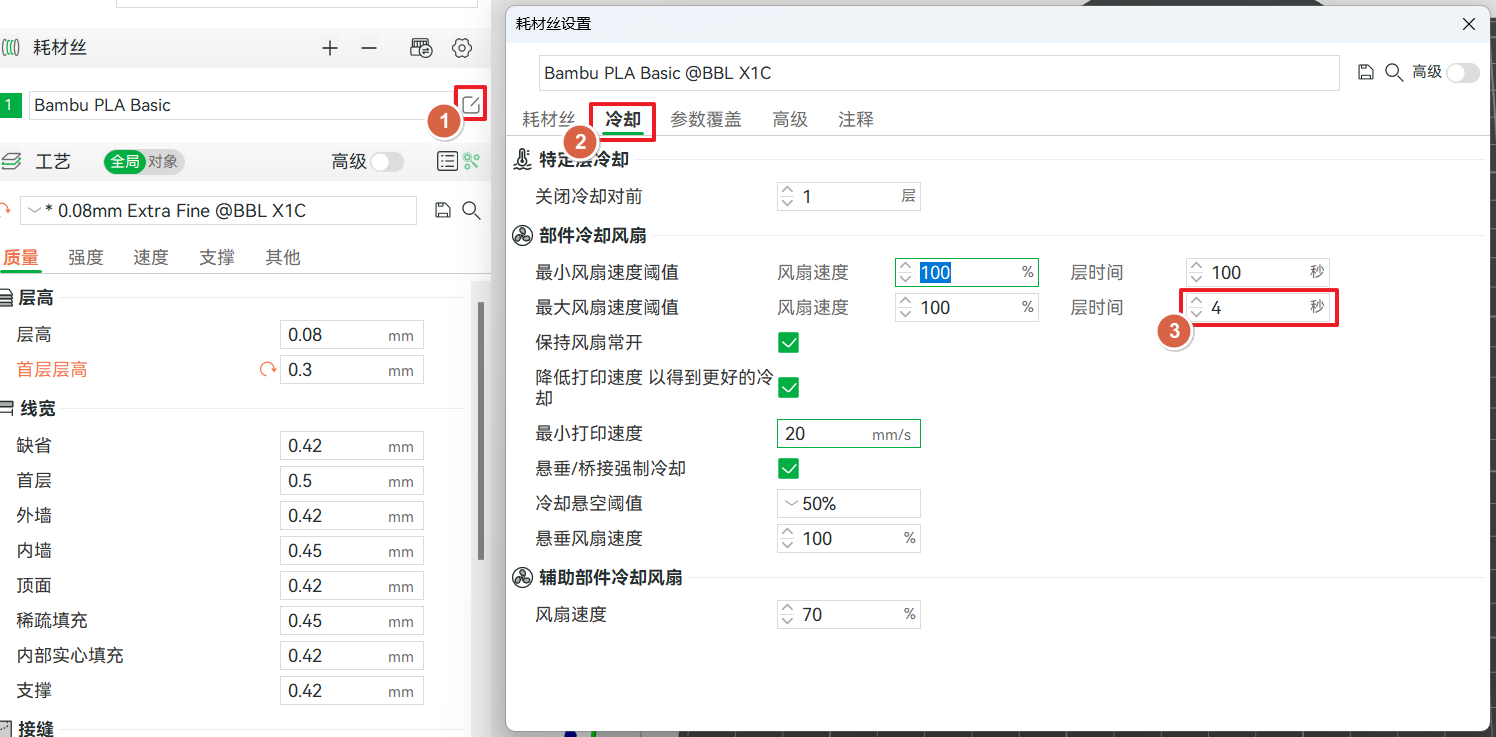
在耗材丝设置中设置最短层时间,是根据冷却效果限制打印速度的一种方法。
此设置可确保打印机至少需要 4 秒钟才能完成一层的打印,然后再进行下一层的打印。如果打印该层的时间少于 4 秒,则会自动降低打印速度以确保耗材充分冷却。
根据不同类型的耗材要求对其进行微调。PLA 通常需要尽可能高的冷却参数,而 ABS 和 ASA 等耗材则需要较少的冷却。
如果出现散热不足,最好将最短层时间增加几秒钟,确保模型有足够的时间冷却,然后再打印下一层。注意:通常,在打印非常小的物体时需要注意此问题。较大的模型通常不受此影响,因为打印更大的层需要更长的时间,耗材有足够时间冷却下来。
¶ 结束语
我们希望这份指南为您提供了有效的信息,并真实地帮助了您。
如果您对本文中描述的过程有任何疑虑或疑问,您可以在开始操作前联系我们的客户服务团队。 我们随时准备为您提供帮助并回答您的任何问题。