本文主要介绍如何在 Bambu Studio 中选择第三方打印机时执行一系列校准,内容为进阶用户设计,初学者不建议使用。
部分内容灵感来自 Orca Slicer,感谢 Orca!
注意:
- 需提前创建自定义打印机或喷嘴,详情请参考 此wiki。
- 完成校准过程后,请创建一个新项目以退出校准模式。
¶ 温度塔
温度塔是用于测试打印机打印温度的模型,呈现为垂直塔状结构,内部包含多个区块,每个区块的打印温度各不相同。
在校准中选择温度塔模型打印。打印完成后,通过对塔内每个区块的检查,可以确定该耗材的最佳打印温度,即打印质量最高且问题最少(如拉丝、层粘连、翘曲和桥接)的打印温度。

¶ 流量比例
关于 Bambu 官方打印机的流量比例校准以及流量比例校准对打印的影响,您可以参考 流量比例校准 查看更多相关信息。
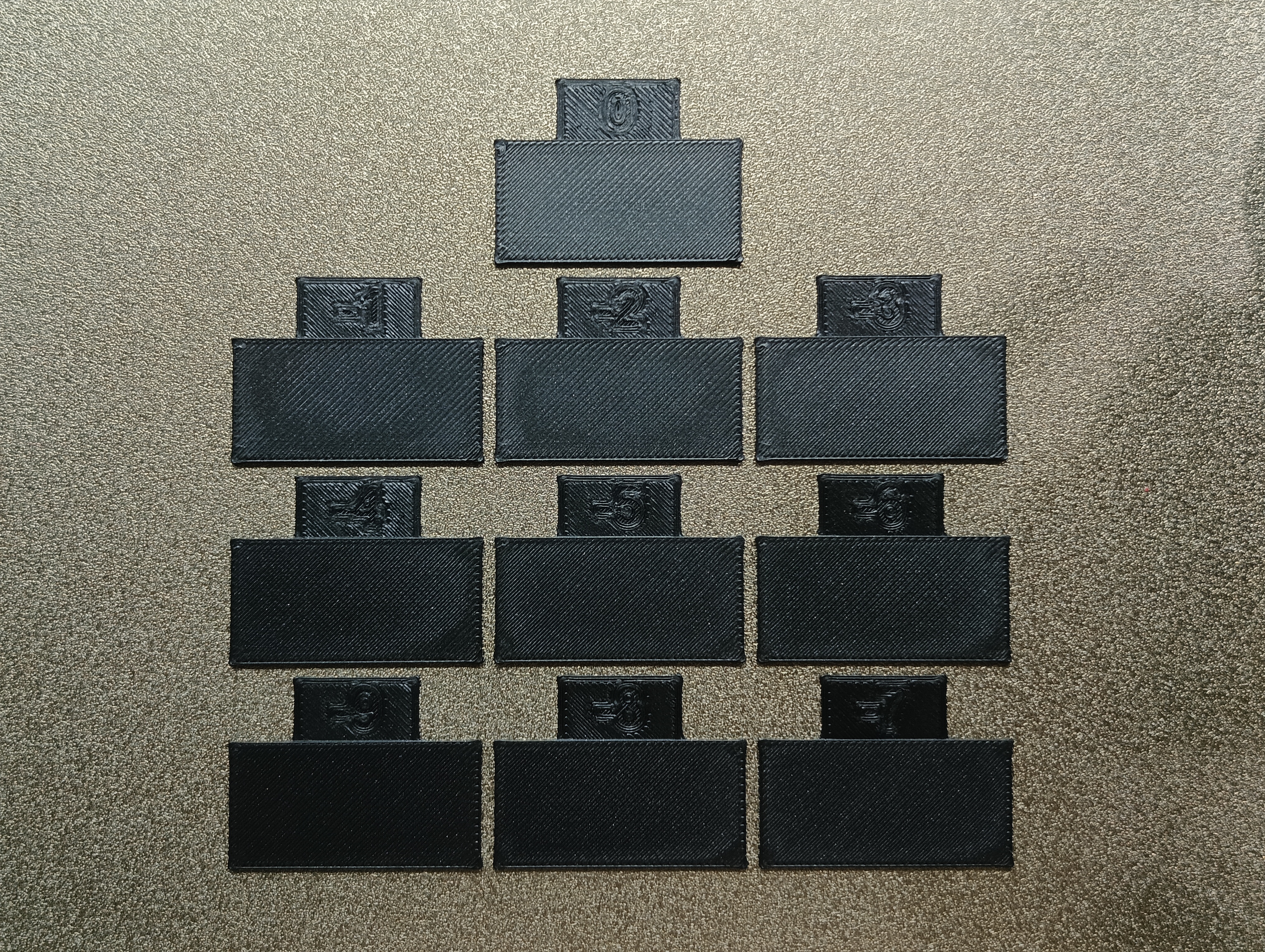
¶ 粗略校准
在校准菜单中选择通过 1,将创建一个由 9 个区块组成的模型,每个区块都有不同的流速修改器。打印完成后,检查每个区块顶面的光滑程度。以确定该耗材的最佳流量比例。

使用以下公式计算耗材设置中的流量比: 初始流量比 ×(100 + 修改器)/100
例如,如果之前的流量比为 0.98,而最光滑区块的流量修改器为 +5,则新的流量比为:0.98 x (100+5) / 100 = 1.029
注意:切记将流量比例保存至耗材设置
¶ 精确校准
在校准菜单中选择通过 2,将创建一个由 10 个区块组成的模型,每个区块都有不同的流速修改器。此项目的流速修改器范围为 -9 至 0。
打印完成后,检查每个区块顶面的光滑程度。以确定该耗材的最佳流量比例。
在此情况下,如果之前粗略校准后得出的流量比为 1.029,而最光滑区块的流量修改器为 -6,则新的流量比为:1.029 x (100-6)/100 = 0.96726
注意:切记将流量比例保存至耗材设置
¶ 压力提前测试
¶ PA 塔
在压力提前测试中选择 PA 塔模型打印。打印完成后,可观察打印件的每个角,标出整体效果最佳的高度。
 |
 |
在 PA 塔测试中,模型的高度每增加 1 毫米,模型的 PA 值增加 0.002。
此测试中,整体效果最佳的高度为 15mm,因此 PA 值为 0.002 x 15 = 0.03
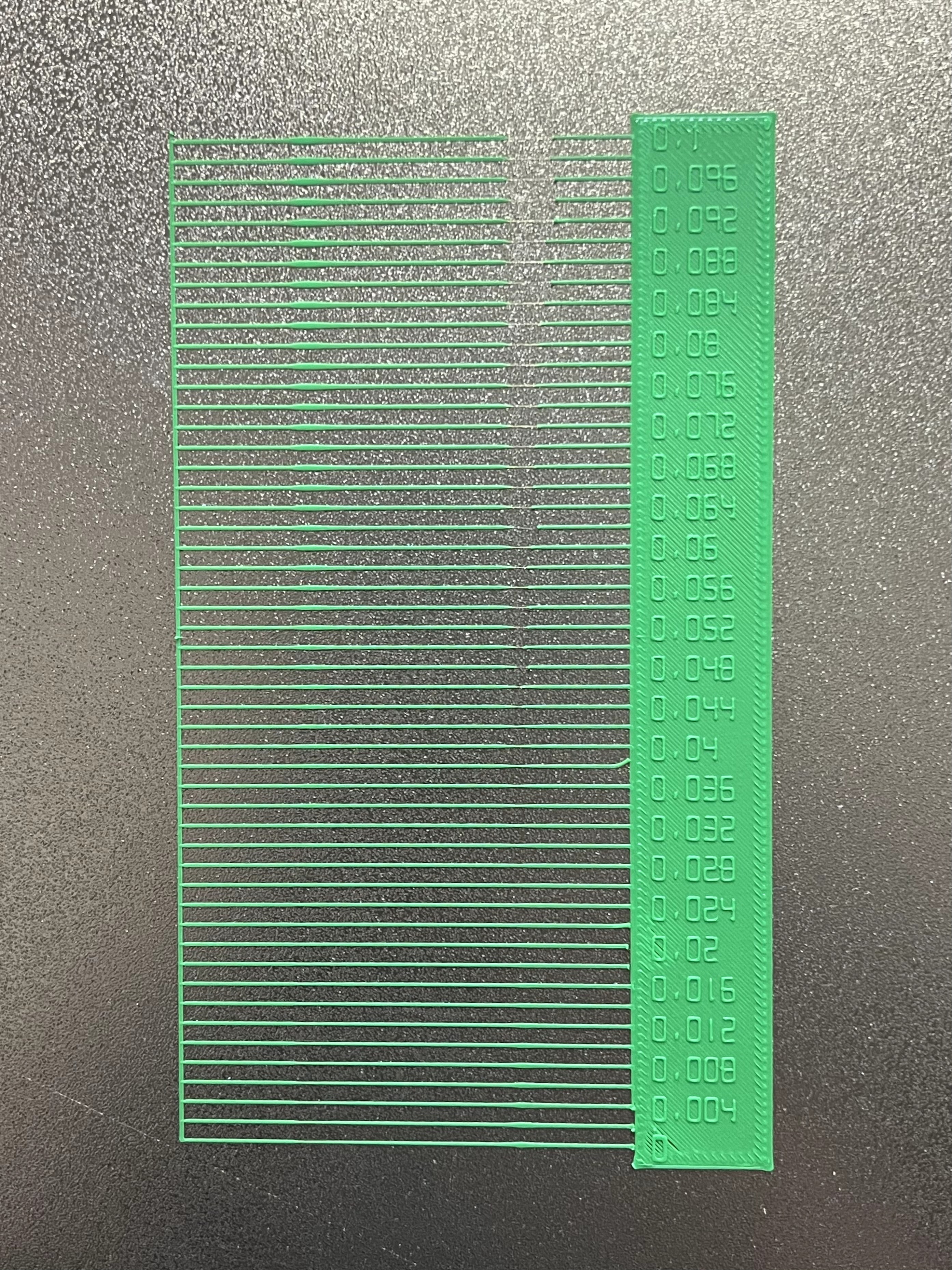
¶ PA 线
在压力测试中选择 PA 线模型打印。PA 线测试的准确性很大程度上取决于首层质量,建议在测试时开启热床调平。
打印完成后,可观察打印件上每条线的速度变化。选择最均匀线的值,并在耗材设置中更新 PA 值。
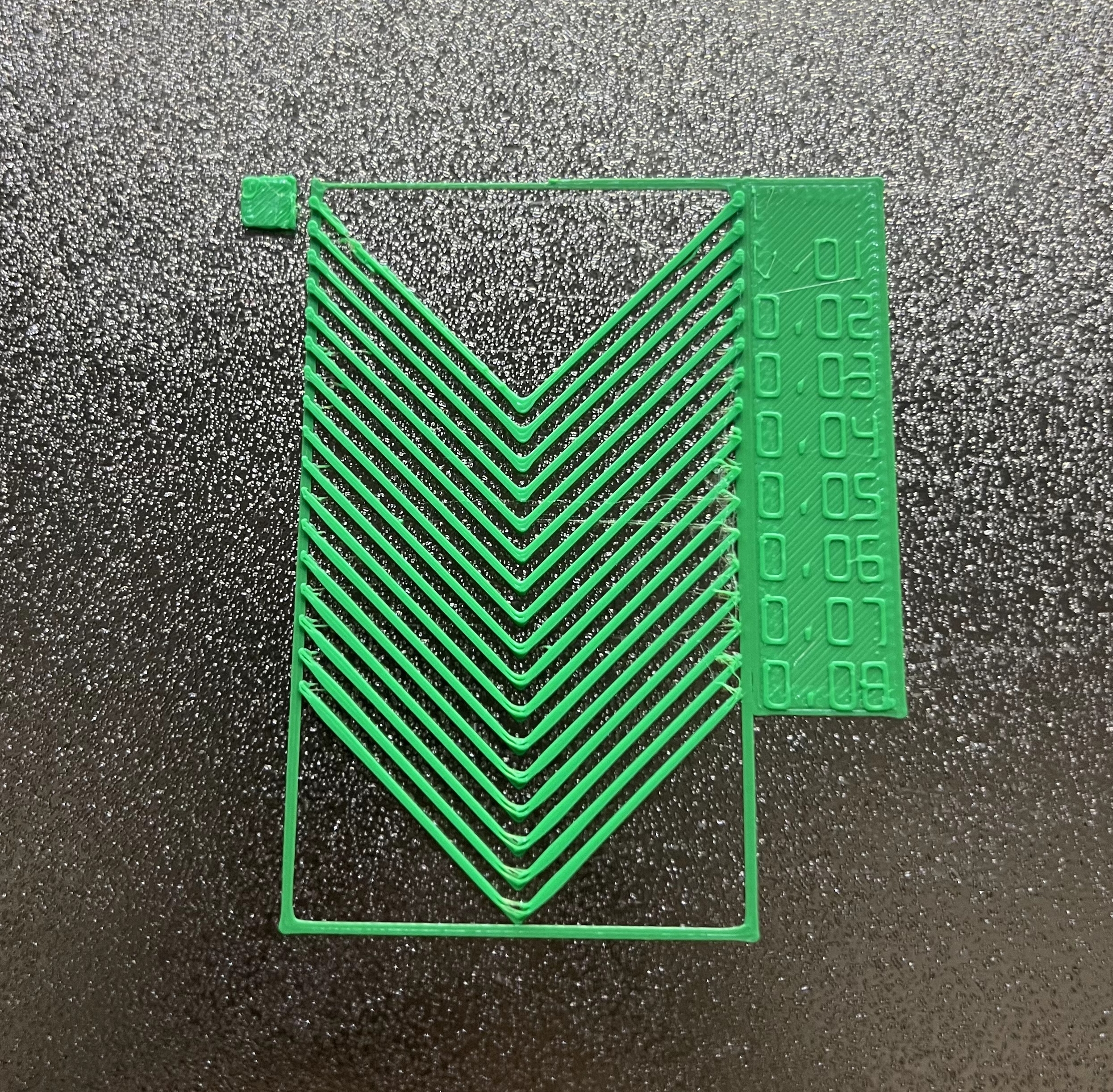
¶ PA 图案
在压力测试中选择 PA 图案模型打印。打印完成后,可观察打印件的转角表现,选出挤出饱满但不过量的线,并在耗材设置中更新 PA 值。
在此测试中,耗材的最佳 PA 值是 0.03。
¶ 回抽测试
回抽测试会自动生成一个回抽塔。回抽塔是一个带有多个凹槽的垂直结构,每个凹槽都以不同的回抽长度打印。
在校准中选择回抽测试模型进行打印。打印完成后,注意图层从哪里开始失效,质量在哪里开始下降,以及打印件的光泽变化,以此确定产生最整洁塔身的最短回抽长度,即耗材的最佳回抽长度。
注意:在测试 PLA 或 ABS 等渗出极少的耗材时,回抽塔可能从一开始就很干净。在此情况下,可以将回抽长度设置为 0.2 毫米 - 0.4 毫米。如果塔顶仍有大量拉丝,建议擦干耗材并确保喷嘴安装正确无泄漏。
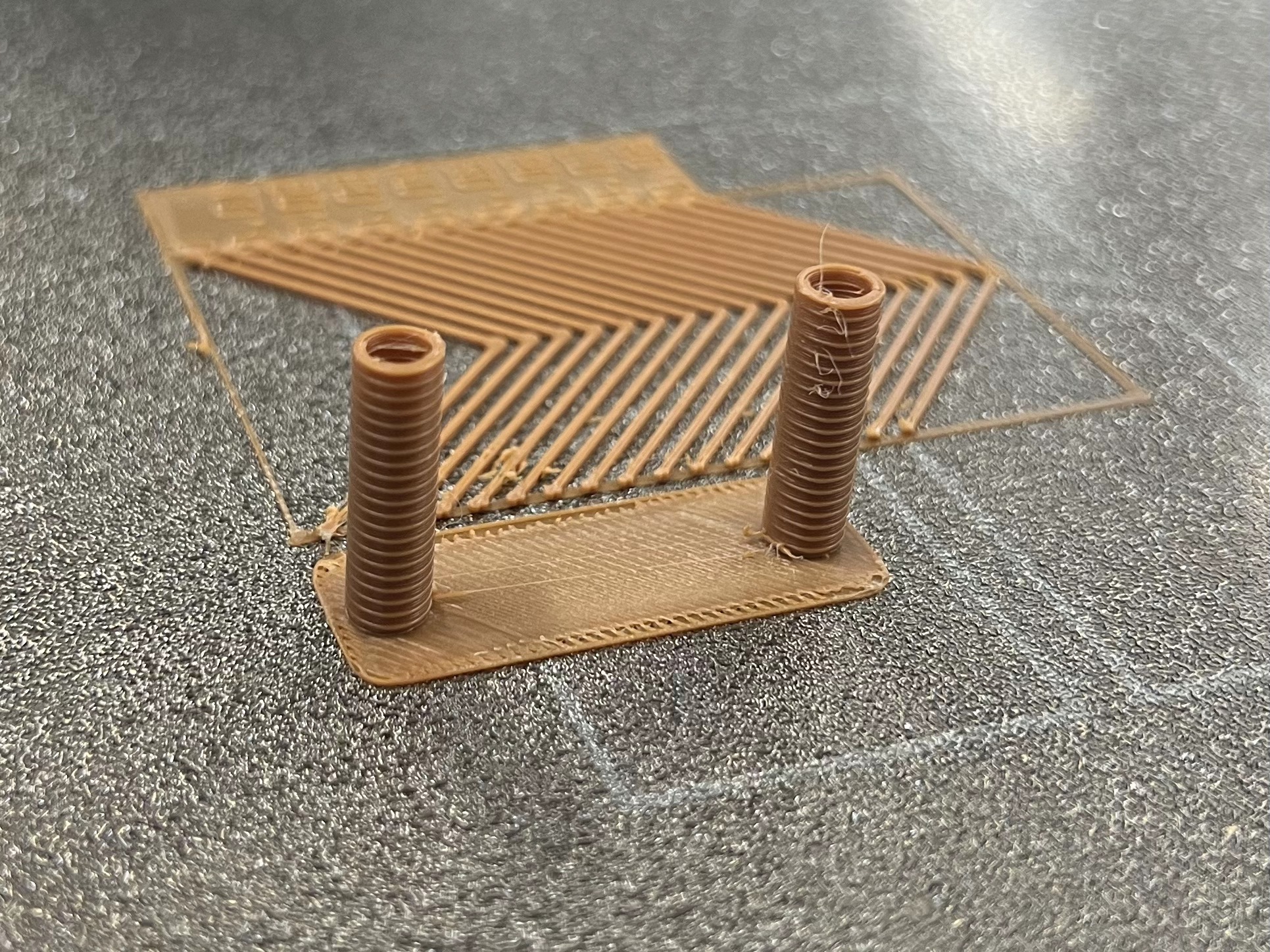
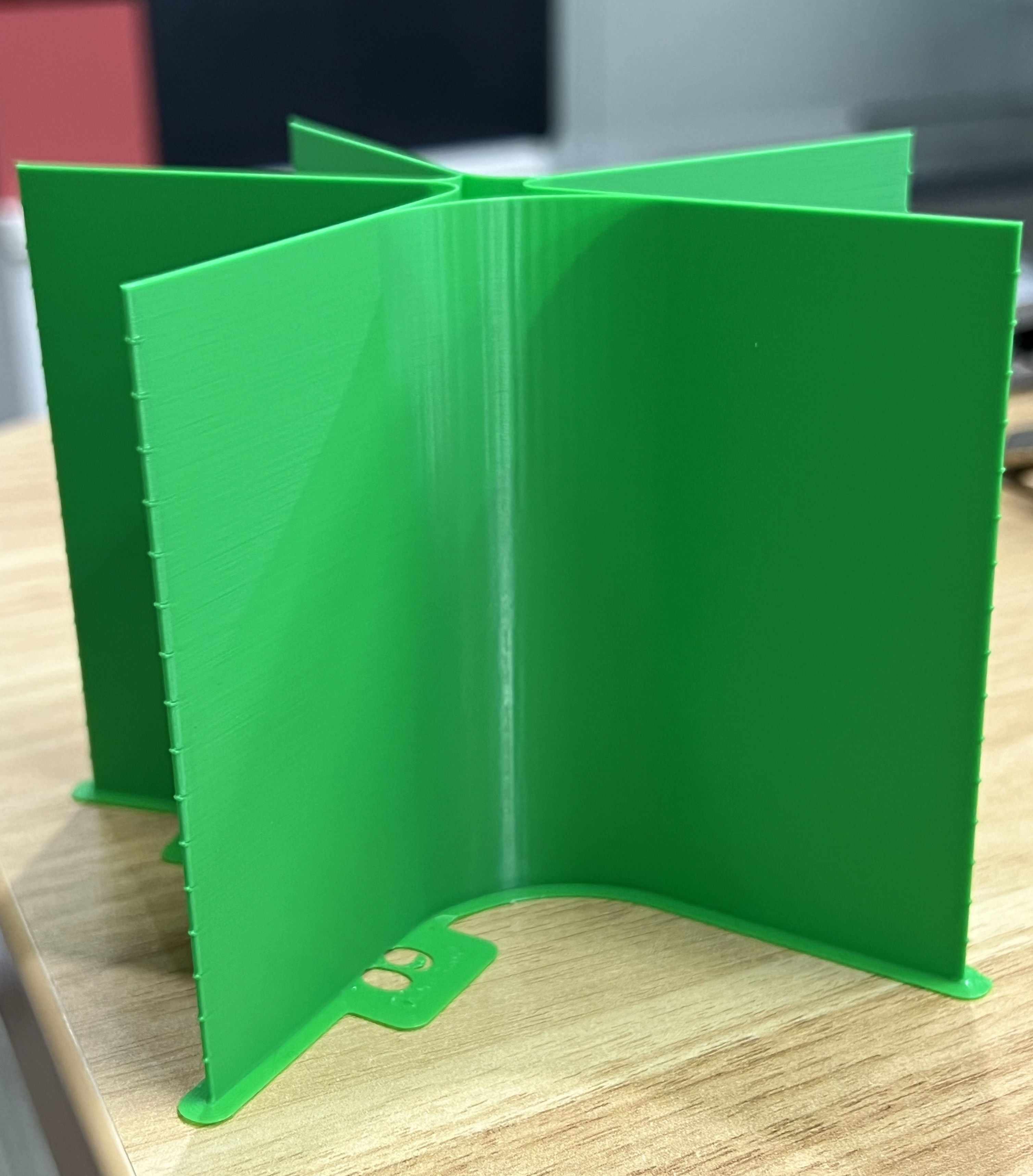
¶ 最大流速
通用或第三方耗材可能没有在耗材中设置正确的流速。最大流速测试旨在校准特定耗材的最大流速。
在校准中选择最大流速模型进行打印。打印完成后,观察图层从哪里开始失效,质量从哪里开始下降,以及打印件的光泽变化。
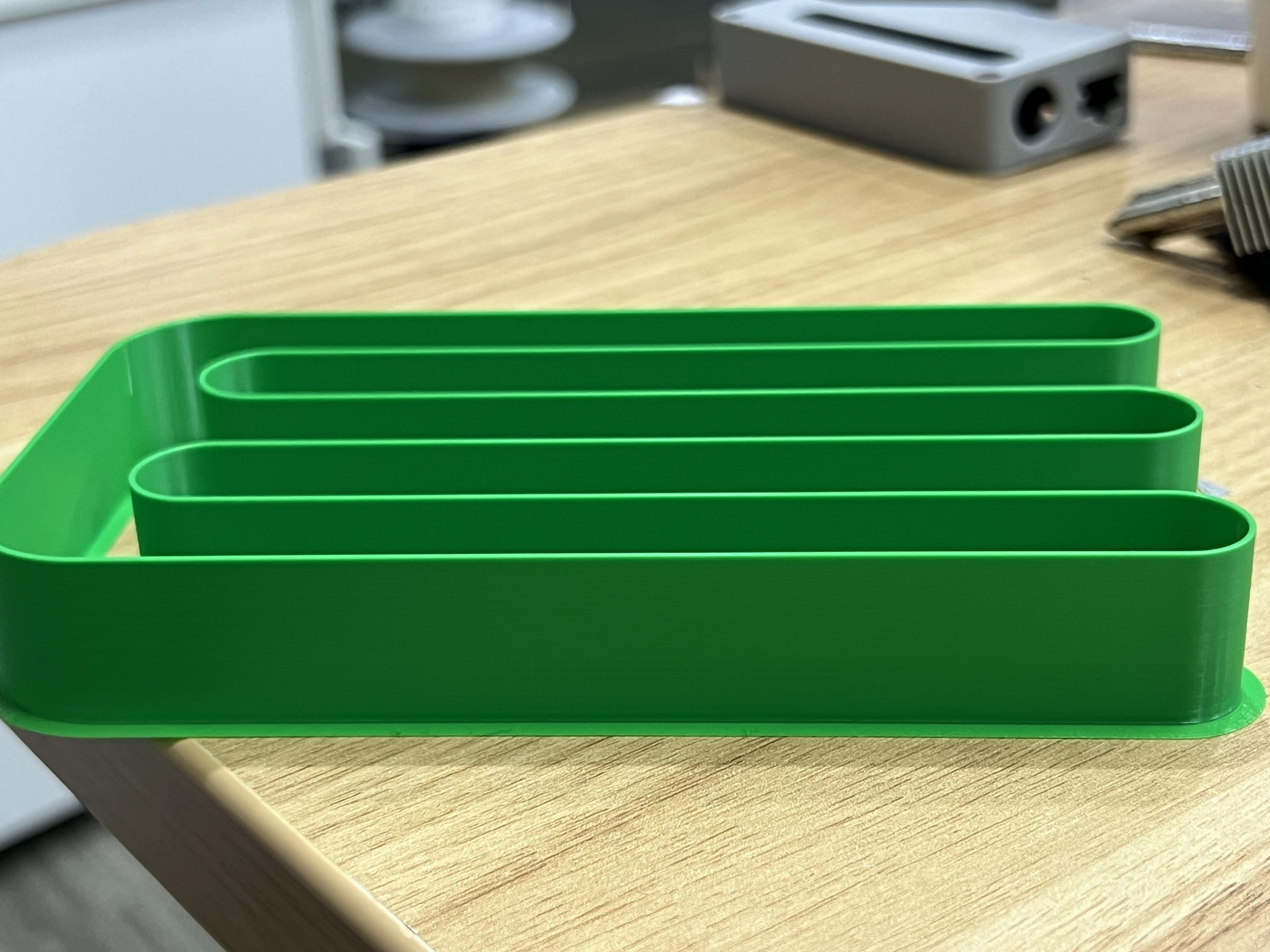
使用以下方法确定耗材的最大流速:
- 使用卡尺或直尺测量该点的打印高度,并使用最大流速计算方法:
起始值 +(测量高度 × 值步长)
例如,起始流量速度为10, 值步长为1,打印质量在第14 毫米处开始下降,因此最大流速为:10 + (14 × 1) = 24

- 返回预览界面,选择流量颜色方案。向下滚动到测量的层高 14 毫米,然后点击工具头滑块,将显示耗材的最大流速为 24。
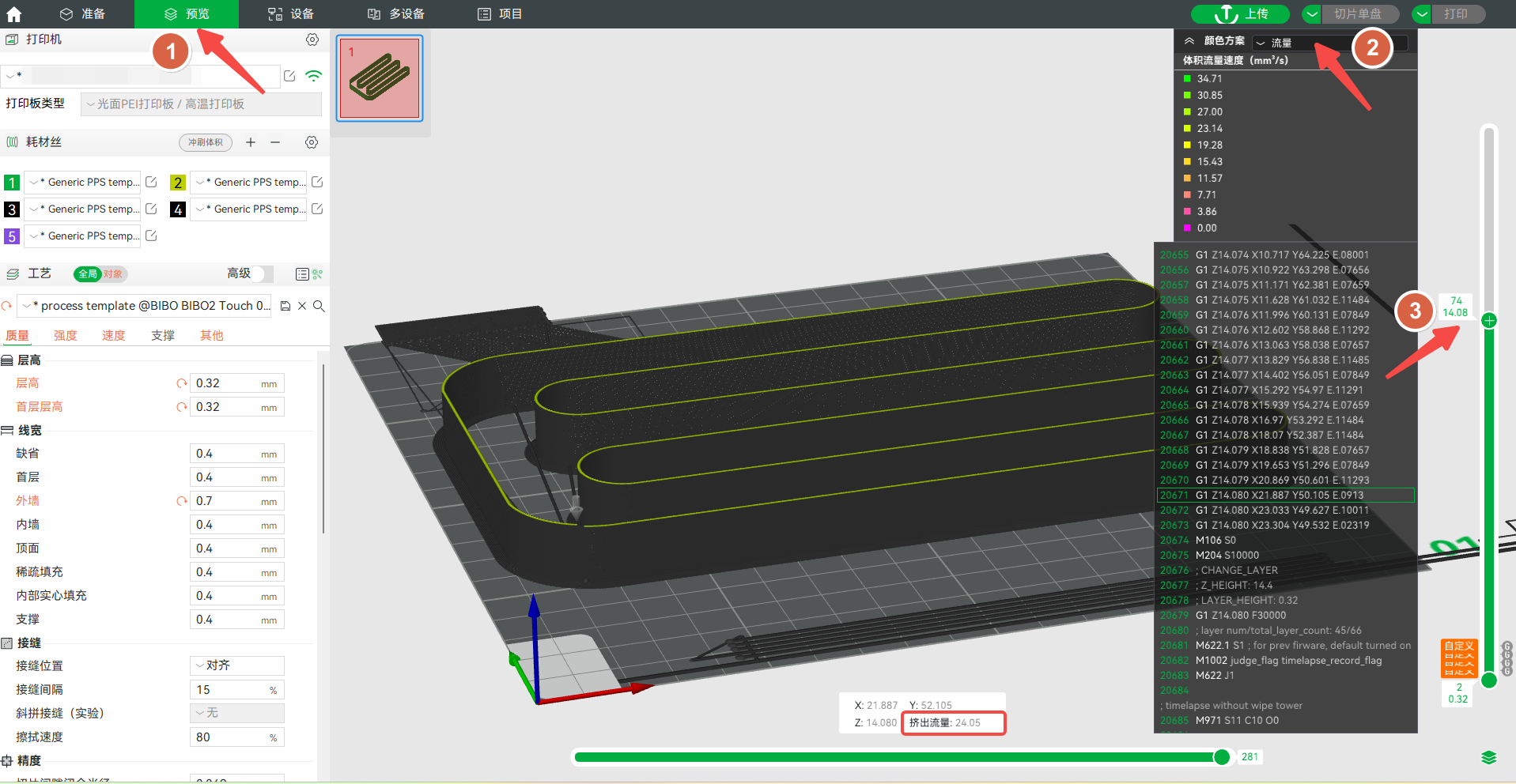
注意:可以保守地将流量降低 5-10%,以确保打印质量。
¶ VFA
VFA (Vertical Fined Artifacts) 即电机连续运动振纹,与耗材条件、打印速度和挤出校准等因素有关。VFA 校准用于测试打印机在不同打印速度下,VFA 振纹的明显程度。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。
我们希望能确保您安全有效地进行操作。如果您对本指南描述的过程有任何疑虑或问题,建议您在开始操作前联系我们友好的客户服务团队。
我们随时准备为您解答疑问并提供帮助。点击此处联系在线技术支持(服务时间 9:00-21:00)