¶ 前言
我们将A1 的常见问题总结为三个类别,包括产品参数、产品功能以及产品使用相关。您可以使用左侧的目录栏快速定位到所需的模块。
¶ 产品使用相关
¶ 请问有官方的开箱指南吗?
是的,请参考此 wiki ,获取开箱指南。
¶ 使用 A1 推荐的环境温度和湿度是多少?
使用 A1 时,推荐的环境温度为 10-30 ℃,湿度需低于 85%。
¶ A1 可以打印含碳纤维(CF)、玻璃纤维(GF)类的耗材吗?
A1 打印机已预装了一个直径为 0.4mm 的不锈钢喷嘴。为了减少喷嘴过度磨损,不建议使用不锈钢喷嘴打印含有碳纤维或玻璃纤维等硬质颗粒的耗材,如 PLA-CF/GF、PLA 夜光(PLA Glow-in-the-dark)、PETG-CF/GF、PAHT-CF/GF 等。但是,如果您将喷嘴更换为硬化钢材料,就可以在 A1 上打印这些耗材了。如果您希望在 A1 上使用 AMS lite 进行耗材进料,请遵循 AMS lite 对耗材的要求。
¶ A1 可以打印 ABS、ASA 吗?
因为 A1 为开放式机型,腔温低,易造成高温耗材的层间强度因过度冷却而变得很低,也易造成大尺寸模型有更高的翘曲风险、更大的翘曲幅度,所以不推荐在 A1 上用 ABS、ASA、PC、PA、PA-CF/GF、PET-CF/GF、PPA-CF/GF 等常规高温耗材打印要对层间强度要求较高的、大尺寸和(或)高填充密度的模型,但可以在 A1 上用这些高温耗材打印一般的小尺寸、低填充率的模型,打印效果与耗材干湿状态、模型本身特点、打印参数、环境温度等有关。
另外,由于 ABS、ASA 在打印过程会释放出有害的、带刺激性气味的气体,因此对空气过滤和通风有较高的要求,而 A1 打印机属于不带空气封闭、净化功能的开放式打印机,因此我们建议您不使用 A1 打印机来打印 ABS、ASA,或在通风条件较好的、与人有一定距离的环境内打印。
¶ A1 可以使用 AMS 吗?
AMS 和 A1 不适配,如果您想在 A1 上实现多色打印,需要使用 AMS lite。
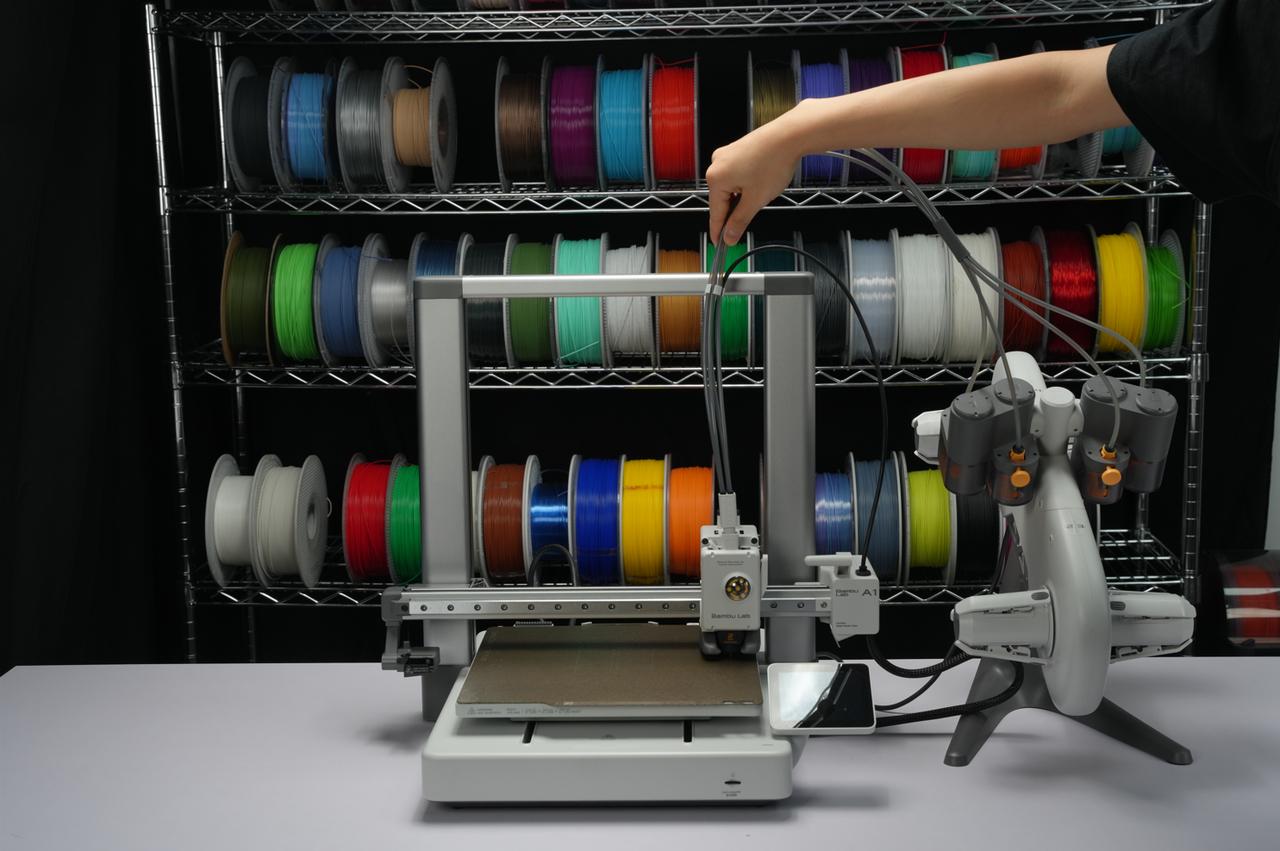
¶ 应该如何摆放 A1 和 AMS lite?
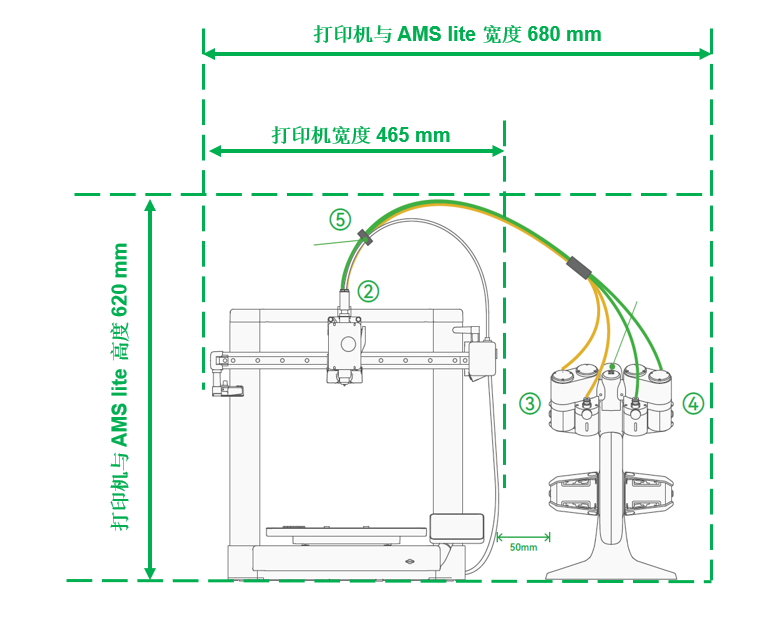
建议按照下图的方式摆放 A1 和 AMS lite,并保持两者之间留有 5 cm 左右的空隙。
¶ AMS lite 可以挂在 A1 的横梁上用于减少占用的空间吗?如果可以,我应该怎么操作?
请访问我们的 Makerworld 模型网站,您将能够找到模型支架、安装教程以及配件螺丝的购买链接。此外,您还可以查阅我们的wiki页面(点击此处跳转wiki)获取更多相关信息。
¶ 如果我将 AMS lite 安装在横梁上,料盘会不会滑落下去?另外,AMS lite会不会影响振动补偿的准确性?
前面两卷料有一定的前倾角度,只要正确安装,就不会滑落下来;在立柱上添加了补强件后,不会影响振动补偿的准确性。
¶ 将 AMS lite 安装在横梁上后的总高度(打印机 + 支架 + AMS lite + PTFE tubes)是多少?
安装后的总高度约为 80 cm。
 |
 |
¶ A1 最多可以配置几台 AMS lite?
A1 最多只能配置 1 台 AMS lite,这意味着 A1 最多只支持 4 色打印。
¶ A1 最多只能一台 AMS lite,那为什么打印机要多留一个 4 pin 孔?
空出的 4 pin 孔可作为替换口,也是为了未来可能的扩展配件而预留的。
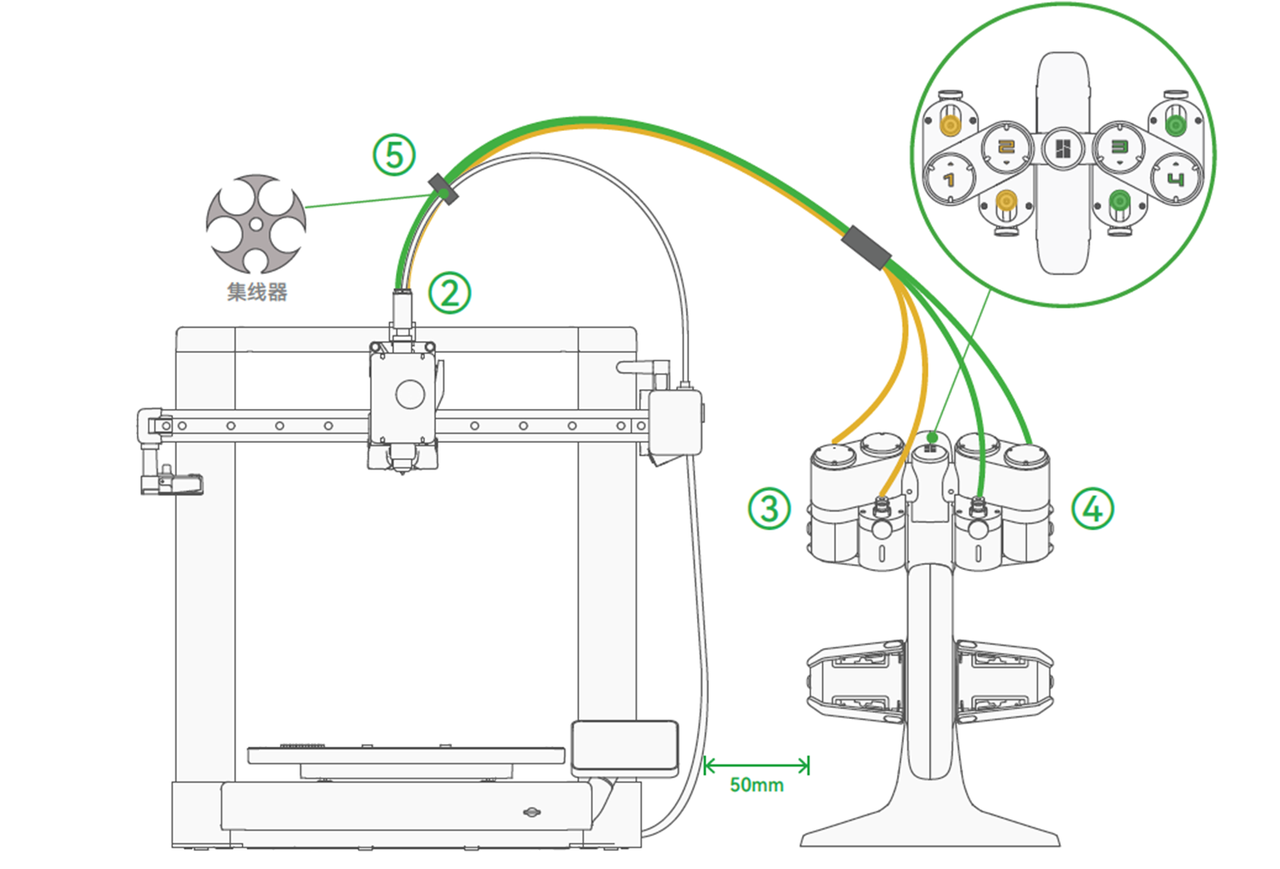
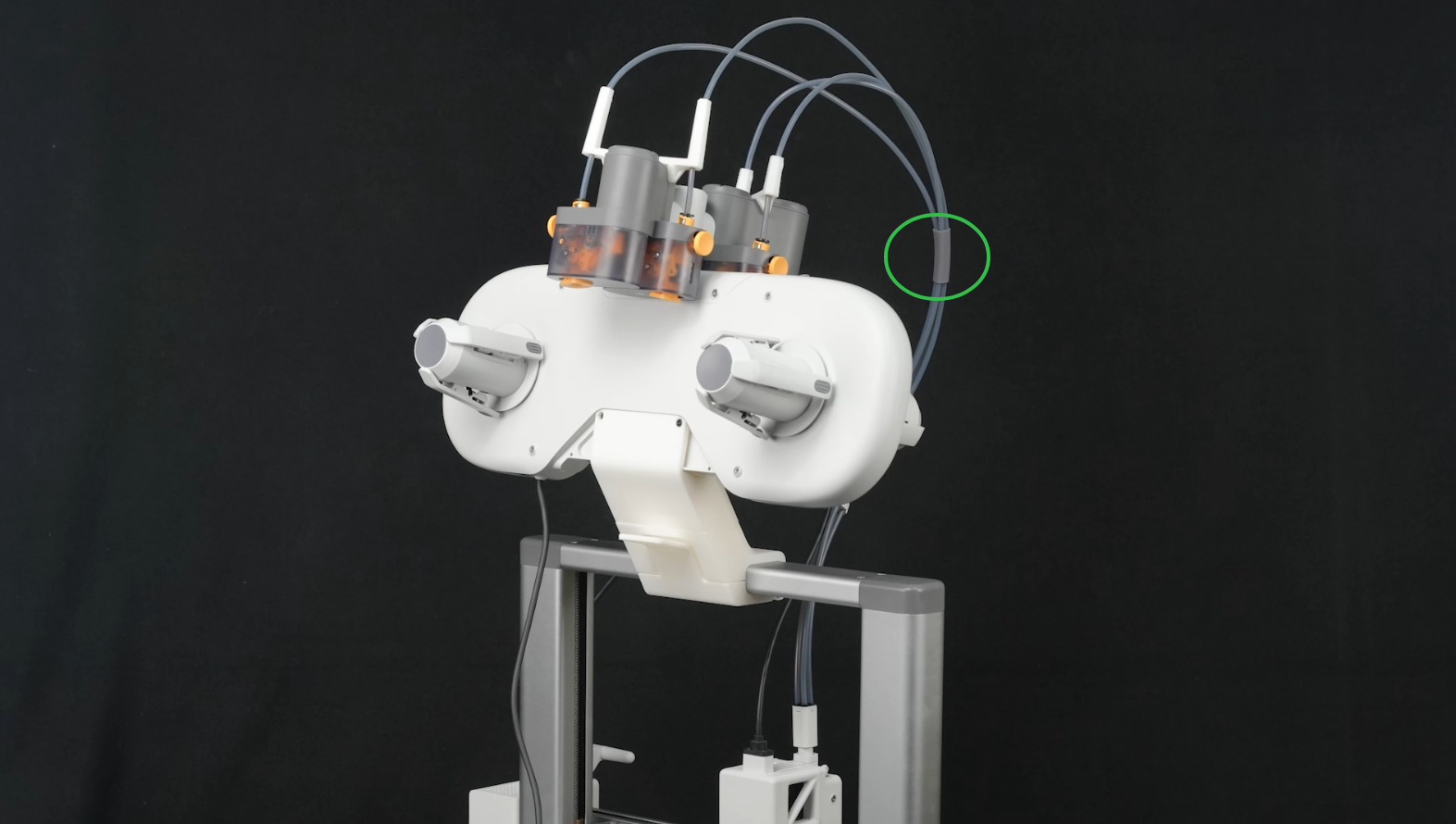
¶ PTFE管应该如何布局以减小上进退料时的阻力?
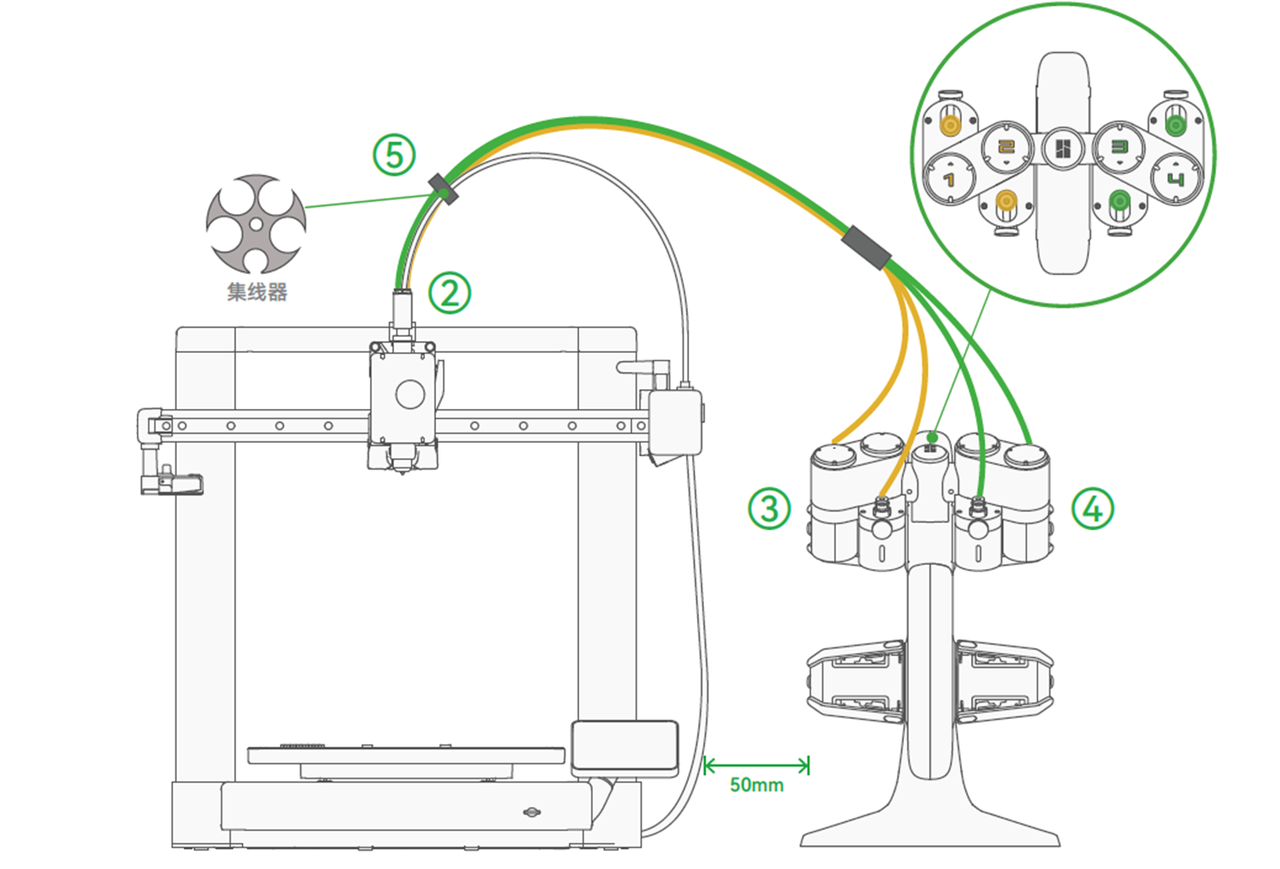
- 推荐 A1 和 AMS lite 之间的推荐距离为 50 mm,如图所示,摆太远了会导致在打印远端位置的时候可能有阻力大的现象。
- 尽量让四根 PTFE 管子束在一起,避免过于分散。
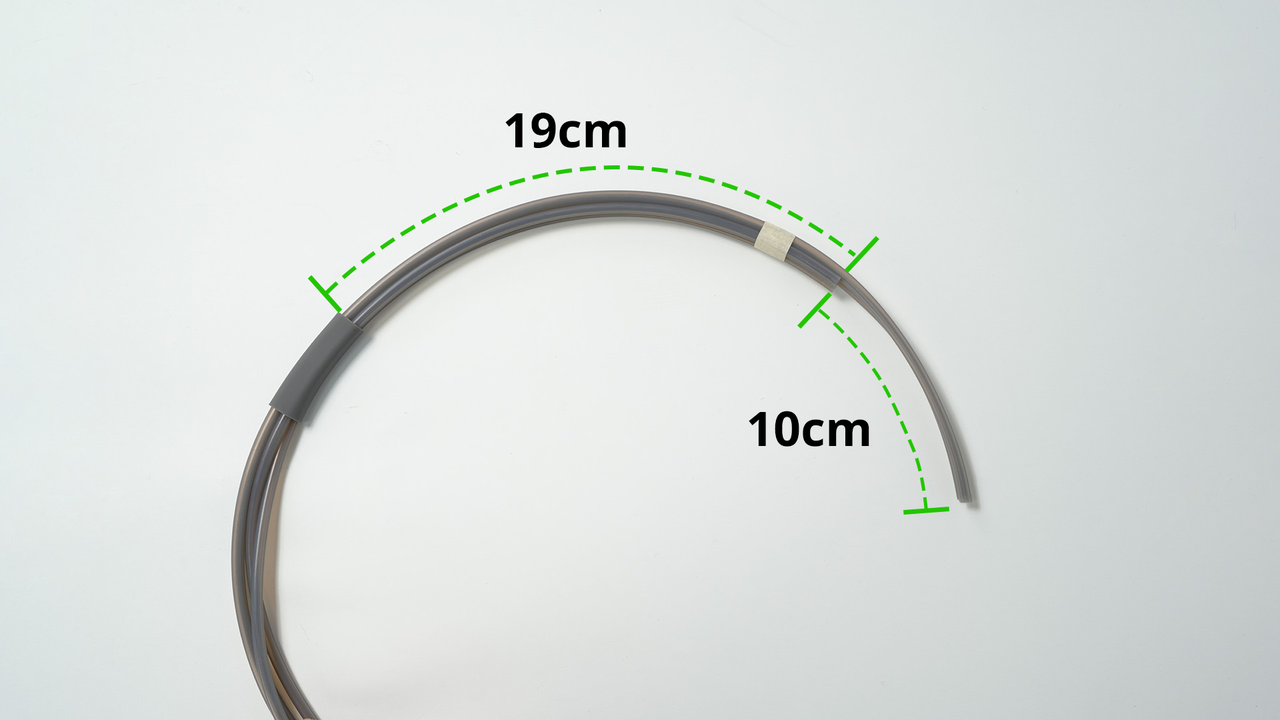
- 为了减小阻力,AMS lite 的 PTFE 管子上预装了一个硅胶集线器,使得进料器附近的管子可以被拉直,以减小阻力。建议硅胶集线器的安装位置如下图所示:
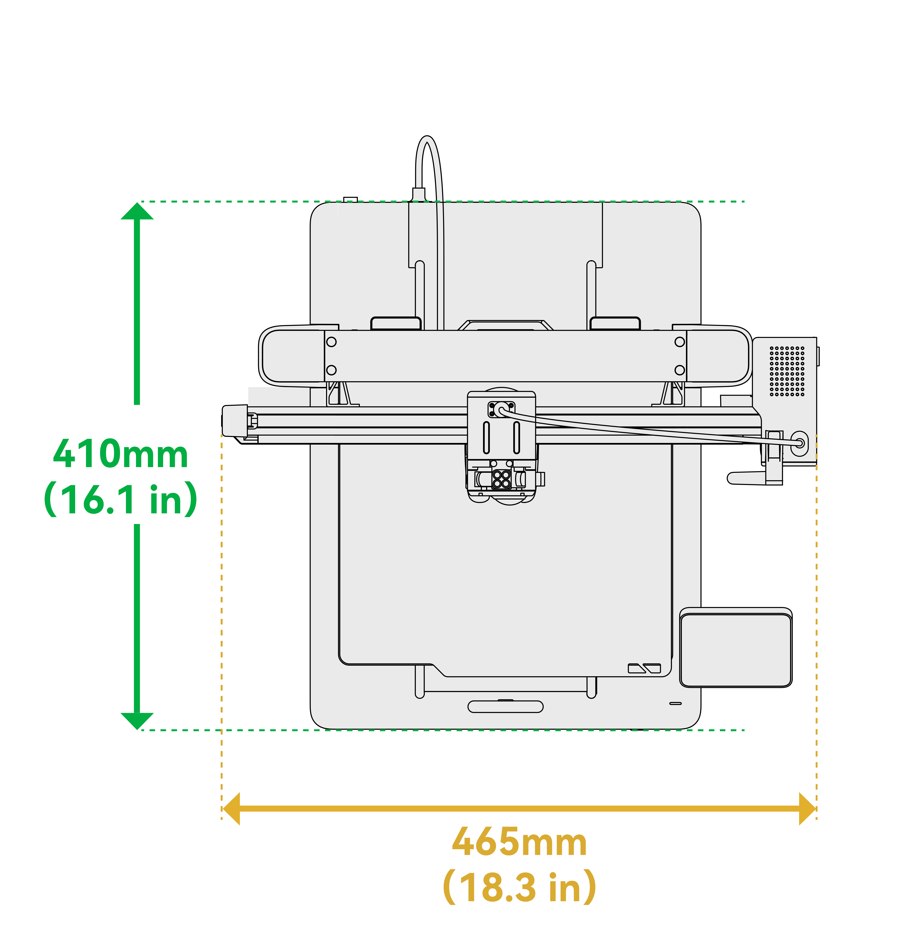
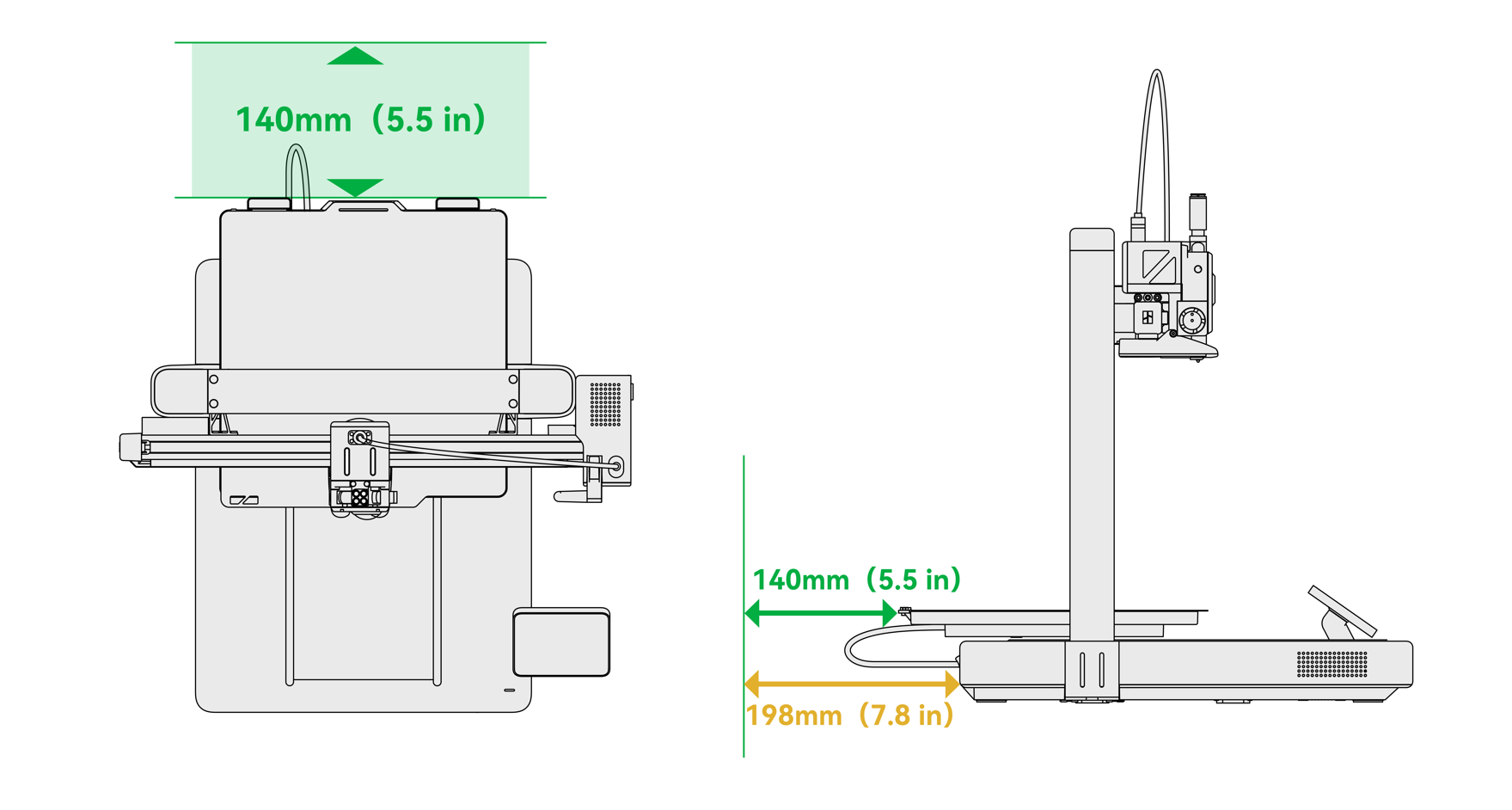
¶ 对于A1 + AMS lite,在 X、Y 和 Z 轴方向上,整体的空间要求尺寸是多少?
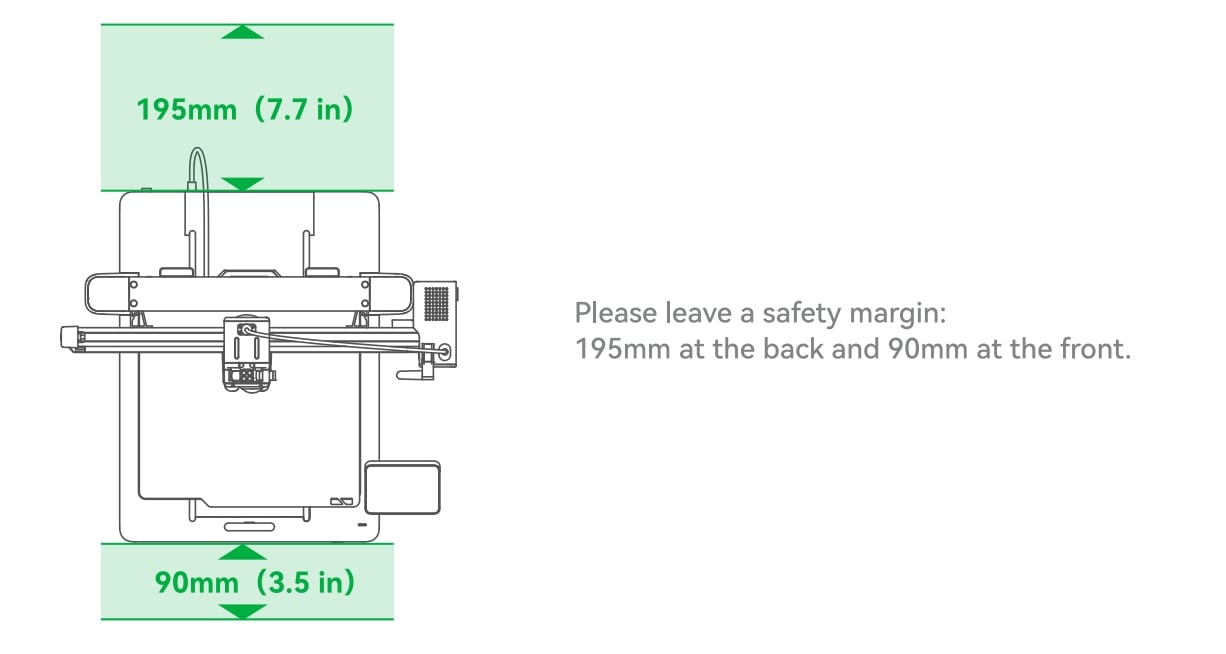
¶ A1 移动热床到打印机的前面和后面时,需要预留多少空间?
如图所示,放置打印机时,请在 Y 方向上留出足够热床移动的安全空间,约195 mm + 90 mm+ 410 mm = 695 mm。
 |
 |
¶ 为了避免热床线受到撞击,热床后面部分预留的空间需要有多大?
¶ A1 支持什么打印板?
A1 开箱时附送一张纹理 PEI 板。需要注意的是,虽然官方商店提供了与 A1 相同尺寸的 Smooth PEI 板或其他打印板,但由于它们在 A1 热床上的磁性吸附力稍弱,我们不建议用户在 A1 上使用除 Bambu Lab 纹理 PEI 板之外的打印板,除非用户对热床的磁性吸附力要求不高。
¶ 纹理 PEI 板可以用于打印哪些材料?
纹理 PEI 板可以打印 PLA、PETG 和 TPU,且不需要涂胶(清洁状态下)。打印完成后,请等待打印平台完全冷却后再取下打印模型。建议用温水和普通肥皂清洁打印板,以保持最佳附着力。
¶ A1 可以在没有 micro SD 卡的情况下,使用 Bambu Studio/Handy 发起打印吗?
A1 没有内置存储器,因此您必须插入micro SD 卡才能发起打印任务。打印机预装了一张 32 GB的 Micro SD 卡。
¶ 打印机最大可兼容的 SD 卡容量是多少?
A1 可支持高达 2 TB 容量的 micro SD卡。您可以浏览此页面,获取关于更多 micro SD 卡常见问题。
¶ 打印机屏幕上方的白色 LED 指示灯的作用是什么?
白色 LED 闪烁表示有需要查看的AI助手消息,即可能有异常信息通知;白色光常亮表示系统状态正常。
¶ 如何设定 A1 的打印速度?
在 Bambu Studio 中切片时,你可以在速度页面设置打印速度。在打印过程中,你可以在打印机(Bambu Handy或Bambu Studio)上更改速度模式(静音、标准、运动、狂暴)。需要注意的是,为了获得最佳效果,运动和狂暴模式需要更高的喷嘴温度,我们建议在切片软件中设置更高的喷嘴温度。
¶ 在打印过程中,如果耗材用尽而模型尚未完成,打印机将如何处理打印任务?
A1 配置了进料传感器来判断工具头进料情况。如果当前的耗材用尽,A1 可以在更换耗材后恢复打印。当配合AMS lite打印时,A1 可以自动启用备用耗材继续打印。
¶ 在打印过程中,突然断电,打印机将如何处理未完成的打印任务?
在重启打印机后,你可以选择在恢复打印任务,使打印机能够继续并完成之前被中断的打印任务。
¶ A1 的扬声器(机器提示音)可以关闭吗?
是的,你可以在打印机设置中关闭机器提示音。
¶ A1 是否支持在特定层插入暂停指令?
是的,A1 支持在特定层插入暂停指令。
¶ 如果购买 A1 单机(不带AMS lite),配件中是否包含料盘支架?
是的,配件会包括一个料盘支架,但是需要用户在开箱后自行安装。
¶ 打印 TPU 时,流量应该设定为多少?
您可以浏览此页面,获取打印 TPU 的指南。此外,我们建议您参考我们的耗材指南,以获取更多有关耗材设置参数的细节。
¶ 擦拭塔应该放置在什么位置?
Bambu Studio 会自动将擦料塔摆放在靠近擦嘴区的位置,即打印板的左后方,这样可以避免废料或碎屑干扰打印机的运动,同时减少换料时工具头的空驶时间。
¶ A1 可以封箱吗?
我们不建议给 A1 封箱。
¶ 如何更新 A1 的固件?
每隔一段时间,我们会在云端发布新版本的固件。新版本的固件通常支持更多的功能以及修复已有的 bug。打印机会检查云端有没有要更新的版本,有的话会弹框提示。
¶ A1 是否支持丢步自动恢复功能?
是的,A1 支持丢步自动恢复;您可以在打印选项页面上启用此功能。
¶ 是否有小工具辅助从工具头上 PTFE 管?
如果您发现从工具头上拆卸 PTFE 管不易操作,您可以打印这个模型来辅助操作:ptfe_tool.3mf
¶ 打印开始和结束提示音如何关闭?
您可以在主菜单 > 设置 > 打印选项中关闭此声音。
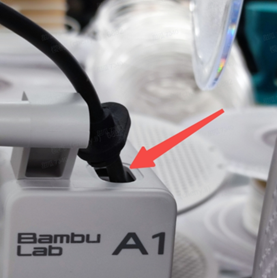
¶ 如果在打印过程中,打印机的 Type-C 线被立柱卡住或者卡扣被拖拽出,该如何修复?
 |
 |
|---|
脱出的原因可能是由于集线器或料盘支架安装位置不当。集线器的位置应该靠近工具头这一侧,但不要太低。当集线器与热端和热床接触后,将集线器的边缘对齐横梁的下沿是最佳位置。这样做的原因是,在这个位置上,集线器与Z轴立柱卡住的可能性最小。
 |
 |
|---|
当使用外挂料盘时,推荐将支架装在横梁中间偏右,可以贴着右侧横梁。如果发生脱出后重新安装回位,仍然可以正常使用,不会产生任何影响。
您也可以打印此模型,整理 USB-C 线缆,避免其悬挂在立柱上。
¶ 我对首层打印质量不满意,能给些建议吗?
如果首层打印质量不理想,可能是因为没有执行自动校准或使用了与校准时使用的打印板差异较大的板子。建议使用相同的打印板重新执行一次自动校准中的“自动热床调平”功能。
一般来说,建议在更换打印板后每次都执行一次热床校准,以获得更好的首层打印质量。
¶ 如何安装热床刮刀的刀片?
请参考我们的安装视频指南。
¶ 产品参数相关
¶ A1 可以打印哪些耗材?
1. PLA 类,PETG 类,TPU 类,PLA、PETG 的支撑类(Support for PLA,PVA,HIPS 等)等低温料。
2. ABS、ASA、PC、PA、PA-CF/GF、PET-CF/GF、PPA-CF/GF 等常规高温料。
注意:
1. 标配喷嘴为不锈钢喷嘴,要打印 PLA-CF/GF、PLA 夜光(PLA Glow-in-the-dark)、PETG-CF/GF、PAHT-CF/GF 等含有硬质颗粒(CF、GF 等 )的耗材时,需要更换为硬化钢喷嘴,以免喷嘴过快磨损。
2. 因为 A1 为开放式机型,虽然热床温度上限为 100 ℃,但腔温低,易造成高温耗材的层间强度因过度冷却而变得很低,也易造成大尺寸模型有更高的翘曲风险、更大的翘曲幅度,所以不推荐在 A1 上用 ABS、ASA、PC、PA、PA-CF/GF、PET-CF/GF、PPA-CF/GF 等常规高温耗材来打印要对层间强度要求较高的、大尺寸和(或)高填充密度的模型,但可以在 A1 上用这些高温耗材打印一般的小尺寸、低填充率的模型,打印效果与耗材干湿状态、模型本身特点、打印参数、环境温度等有关。
¶ A1 支持的最高喷嘴和热床温度是多少?
最高喷嘴温度为 300 ℃,最高加热床温度为 100 ℃。
¶ A1 和 A1 mini 的区别是什么?
请点击此处查阅官方网站上的机型参数比较表格,以获取详细的参数差异。
¶ A1 支持最大的打印尺寸是多少?
256 * 256 *256 mm³,您可以浏览此页面,获取更多产品技术参数详情。
¶ A1 喷嘴的材质是不锈钢还是硬化钢?
A1 预装了一个直径为 0.4 mm 的不锈钢喷嘴。我们的官方商店将提供其他材质和尺寸的喷嘴,包括直径为 0.2 mm 的不锈钢喷嘴,以及直径为 0.4 mm、0.6 mm、0.8 mm 的硬化钢喷嘴。如果您需要,可以从官方商店(京东;天猫)进行选购。
¶ A1 的挤出机齿轮是什么材质?
A1 挤出机的挤出轮材质是硬化钢。
¶ A1 工作时,噪音有多大?
静音模式下,A1 的工作噪音为 48 dB 左右。
¶ A1 和 A1 mini 的热端组件是通用的吗?
是的,A1 和 A1 mini 的热端组件是通用的。需要注意的是,A1的工具头模块,包括热端组件、挤出机组件、切刀、五通组件都是与 A1 mini 通用的。
¶ A1 在打印和空闲模式下的功耗是多少?
220 V 电压输入时,A1 在空闲模式下的功耗为5瓦特,打印 PLA 时平均功耗为 95 瓦特,当喷嘴或热床升温时,功耗会升高。
¶ A1 配件盒中的润滑油和润滑脂有什么区别?
考虑到一些用户反馈润滑脂的黏稠性可能会引起灰尘和碎屑问题,经过反复验证测试后,我们决定更换 A1 机型 Y 轴导轨的润滑剂。因此,对于 A1 型号的 Y 轴导轨,我们建议使用润滑油进行润滑。如果您之前已经使用了润滑脂,在以后的保养中,我们建议您改用润滑油进行润滑。在进行润滑的过程中,您也可以先擦除导轨上的润滑脂,然后按照视频指南重新涂抹润滑油。
注意:配件盒中提供了两种润滑剂,一种是消音润滑油,另一种是润滑脂。出货的包装可能会因批次而异,请以您收到的实际包装为准。以下是它们的应用场景介绍:
- 润滑油:用于 X 轴线轨、Y 导轨和惰轮消异音之类的 。
- 润滑脂:用于润滑丝杆和挤出轮。请注意,严禁将润滑脂用于 X 轴线轨上。

少量这种包装的润滑脂漏贴了标签

¶ 为什么 A1 主板没有散热风扇?
A1 采用了散热片与铝型材相接触的设计,这种布局能够增大散热面积,从而实现了良好的散热效果。因此,在 A1 的设计中没有包括主板散热风扇。

¶ 产品功能及其原理相关
¶ A1 的热床是如何调平的?
我们的打印机支持自动调平功能,不需要手动调平。建议在发送打印任务前勾选热床调平选项。这样,算法会快速检查五个点,以确定是否需要重新调平还是复用上一次的调平数据。
¶ 每次打印前是否都需要进行自动调平?
我们建议每次打印任务都勾选热床自动调平选项,因为磁吸式打印板在每次完成打印任务后大概率无法完美精确的被放置在同一位置。此外打印机在自动调平前会快速测试 5 个点,以确定是否需要进行热床调平还是复用上一次的调平数据。
¶ 动态流量校准有什么作用?
动态流量校准的目的是通过测量材料在不同流速下的动态响应特性,计算出材料在挤出过程中的迟滞并在打印时进行实时的迟滞补偿,从而让打印机在高速、高加速度下已经能产生均匀的挤出,从而提供更准确和一致的打印结果。
¶ 如果喷嘴被完全堵了或部分堵了,那动态流量校准的数据是否可用?
堵塞的喷嘴可能会导致不准确的 K 值,但好消息是将来固件更新会支持手动动态流量校准。
¶ 何时需要进行动态流量校准?
以下情况需要您务必进行流量校准 (但我们强烈建议每次打印保持默认开启):
- 使用不同品牌或类型的新耗材;
- 喷嘴磨损了,喷嘴内的摩擦力会发生变化;
- 更换了新的喷嘴,制造中存在一定的公差;
- 耗材丝受潮,湿气会改变材料的粘度;
- 在耗材丝设置中改变了最大体积速度或打印温度。
¶ 工具头上端的五通组件是否包含进料霍尔传感器?
工具头上方的五通组件只是一个机械结构,不包含电子元件。它无法知道当前耗材来自哪个插槽。打印机为了确定工具头的耗材来自哪个插槽,打印机会在每次加载或卸载耗材时首先检查耗材的位置,请参阅AMS lite的介绍获取更多相关知识。

¶ 启用延时摄影功能时,提示“传统模式延时摄影可能导致表面瑕疵,建议修改为平滑模式”的原因是什么?
传统模式的延时摄影在打印过程中由于拍摄快照会造成停顿漏料,传统模式的延时摄影没有擦料塔来吸收这个瑕疵,影响打印效果。所以我们的策略是尽可能将缺陷打印到填充中,以保证表面质量,但是如果模型在这一层没有填充区域,瑕疵是不可避免的。在这种情况下,不建议启用传统模式的延时摄影,建议使用平滑模式。因此,在发起打印任务之前你也会收到相应的提示。关于此提示的更多介绍, 请查看延时摄影介绍的这篇wiki。
¶ 结束语
我们希望本指南能为您提供有用的信息,帮助您解决问题。 我们希望能确保您安全有效地进行操作。如果您对本指南描述的过程有任何疑虑或问题,建议您在开始操作前联系我们友好的客户服务团队。 我们随时准备为您解答疑问并提供帮助。