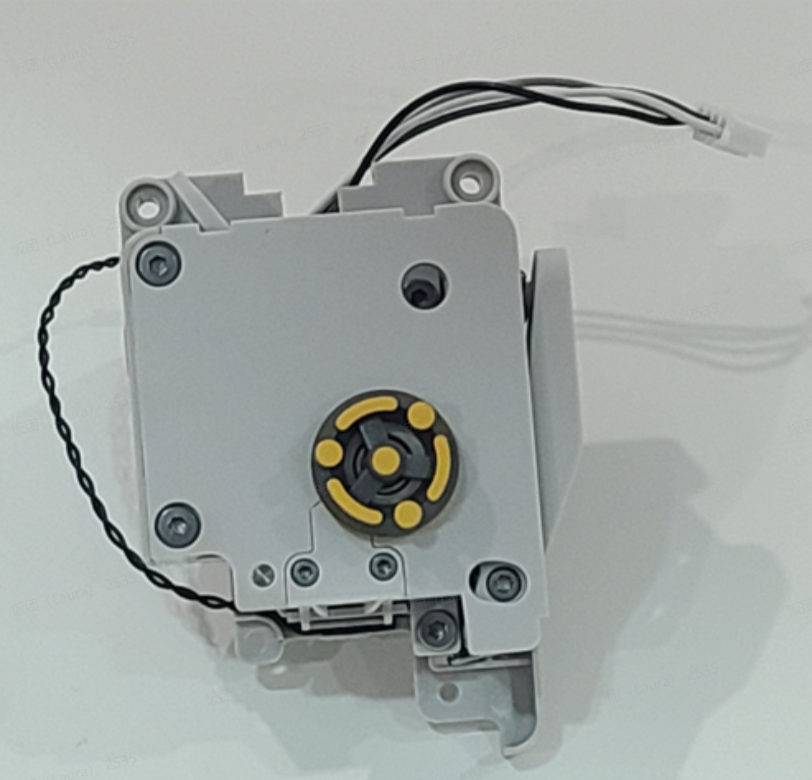
¶ 挤出模块
本文提供A1系列挤出模块的拆解和组装的相关指引和注意事项,在这个拆解过程中涉及的可更换配件的拆装也可参考本文进行处理。

¶ 单品清单
以下是本指引会涉及到的售后单品物料。
| 序号 | 名称 | 实物图片 | 序号 | 名称 | 实物图片 |
| 1 | 五通组件 |
 |
2 | A1系列进料霍尔板 |
 |
| 3 | A1系列挤出机 |
 |
4 | 切刀 |
 |
| 5 | A1系列切刀刀柄 |
 |
6 | A1系列挤出机齿轮组件 |
 |
| 7 | A1系列挤出电机 |
 |
¶ 组件清单
无
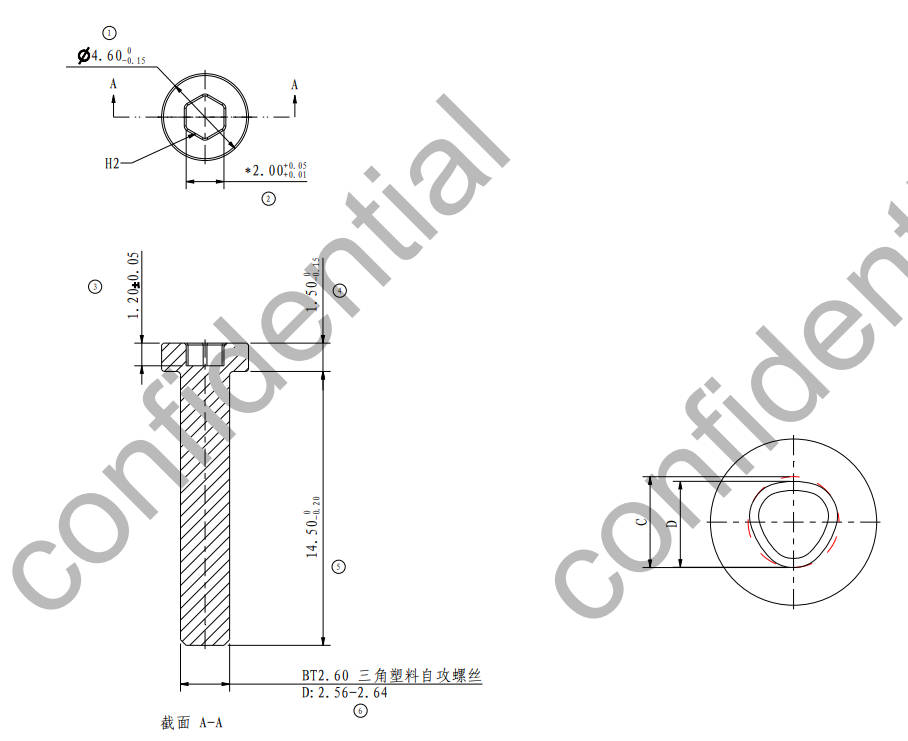
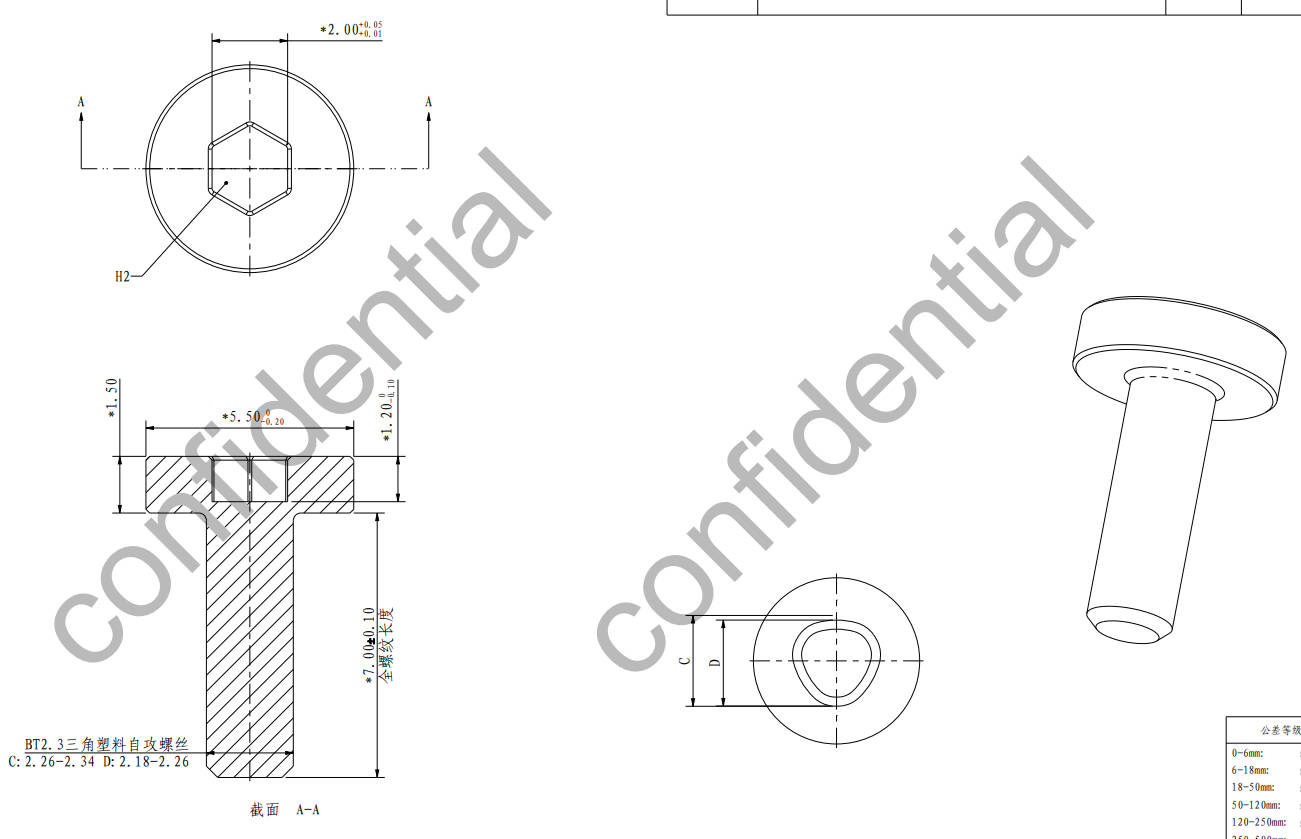
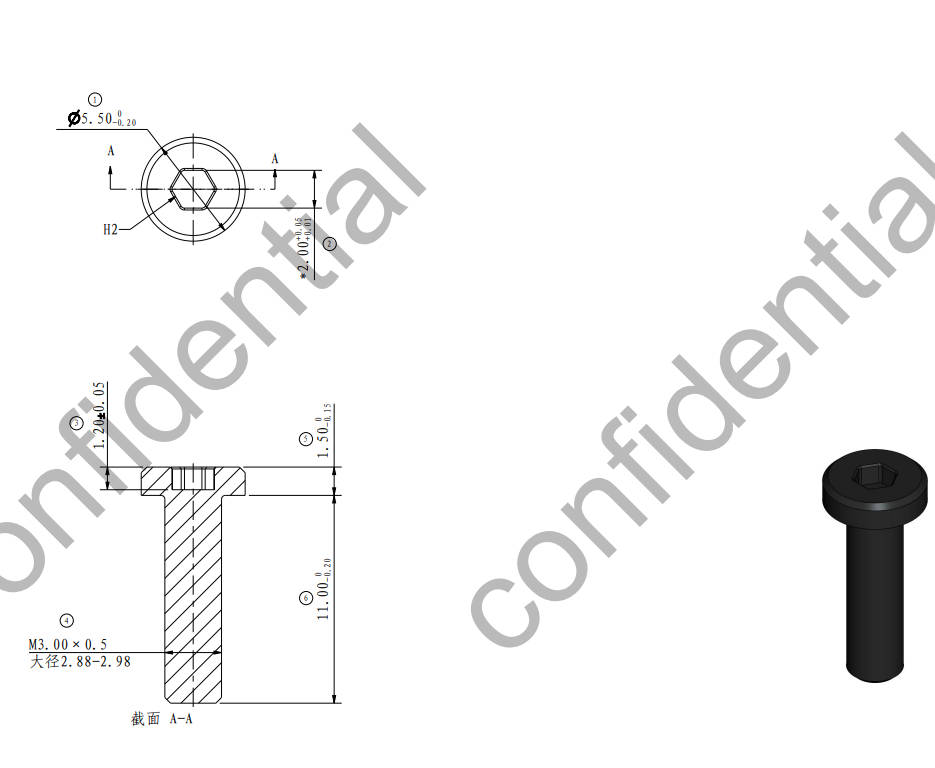
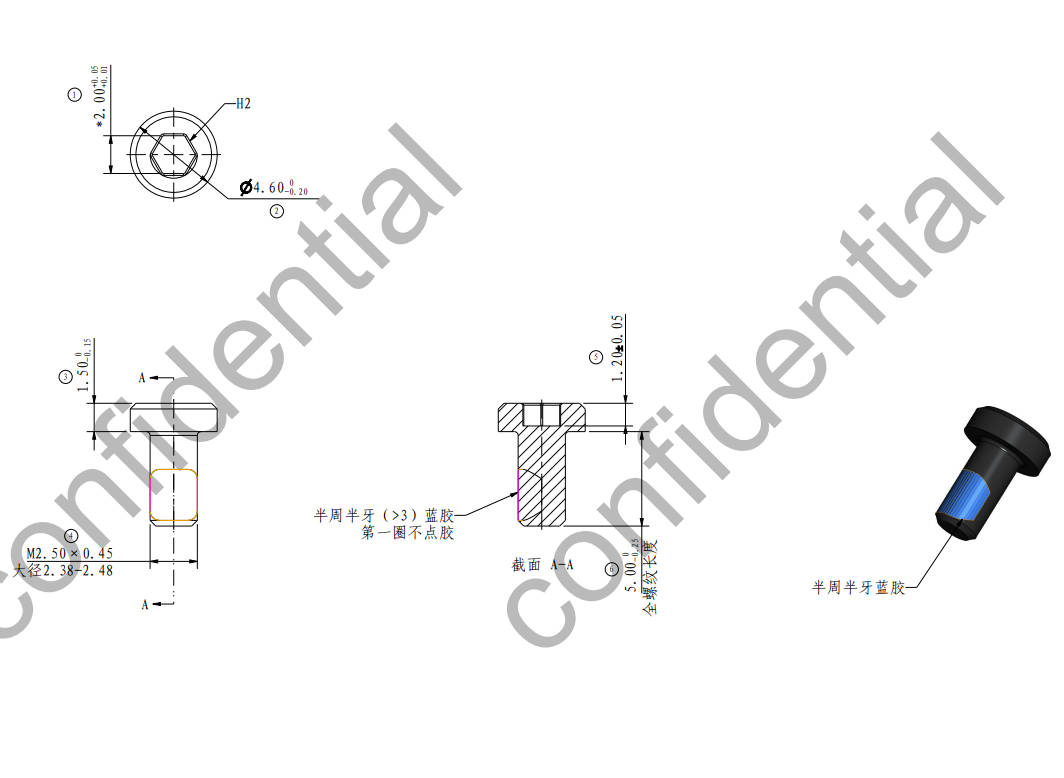
¶ 螺丝清单
| 型号 | 位置 | 规格/图纸 | 型号 | 位置 | 规格/图纸 | ||
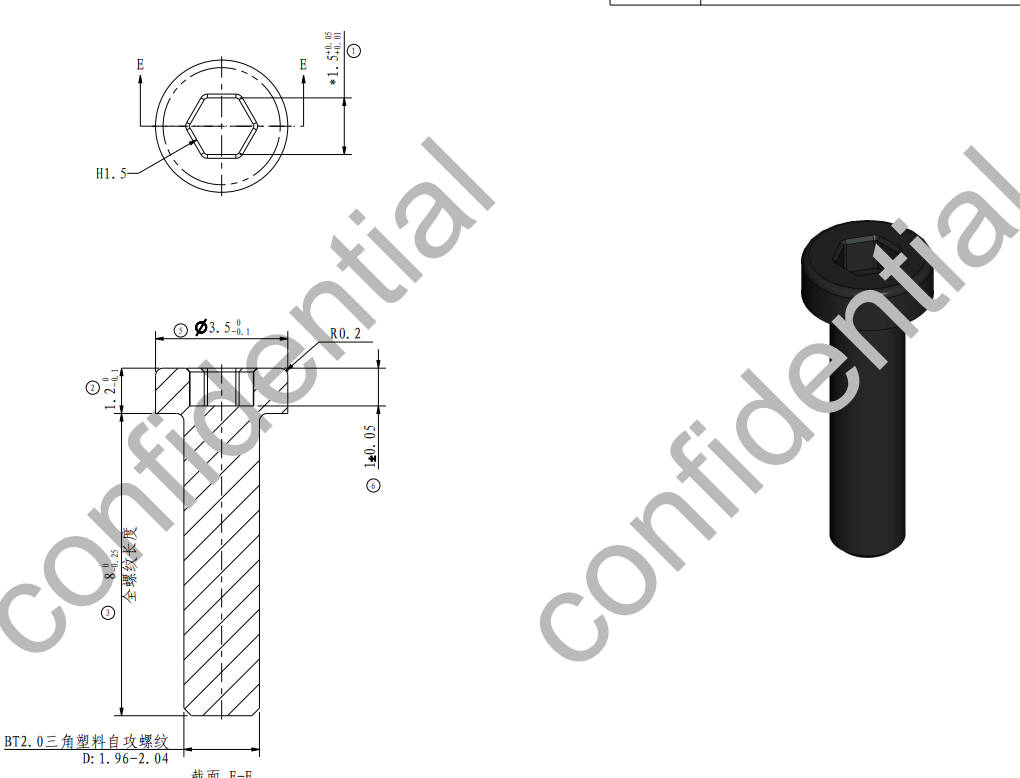
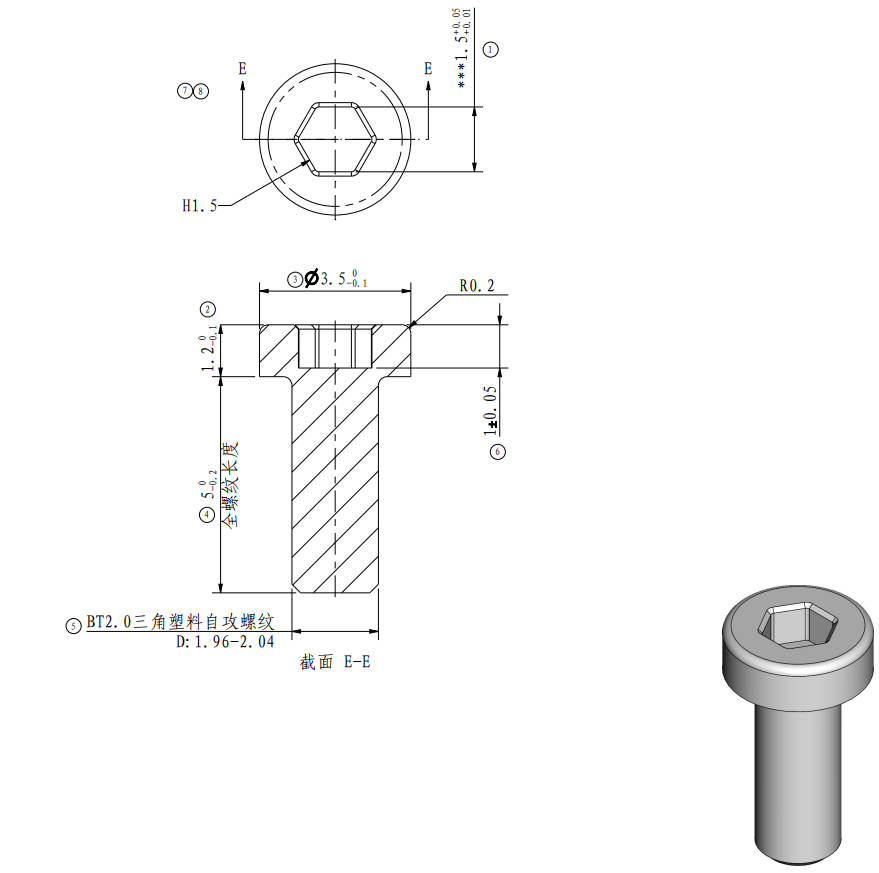
| 螺丝A |
BT2*8 B00248 |
料线压块 (2PCS) |
 |
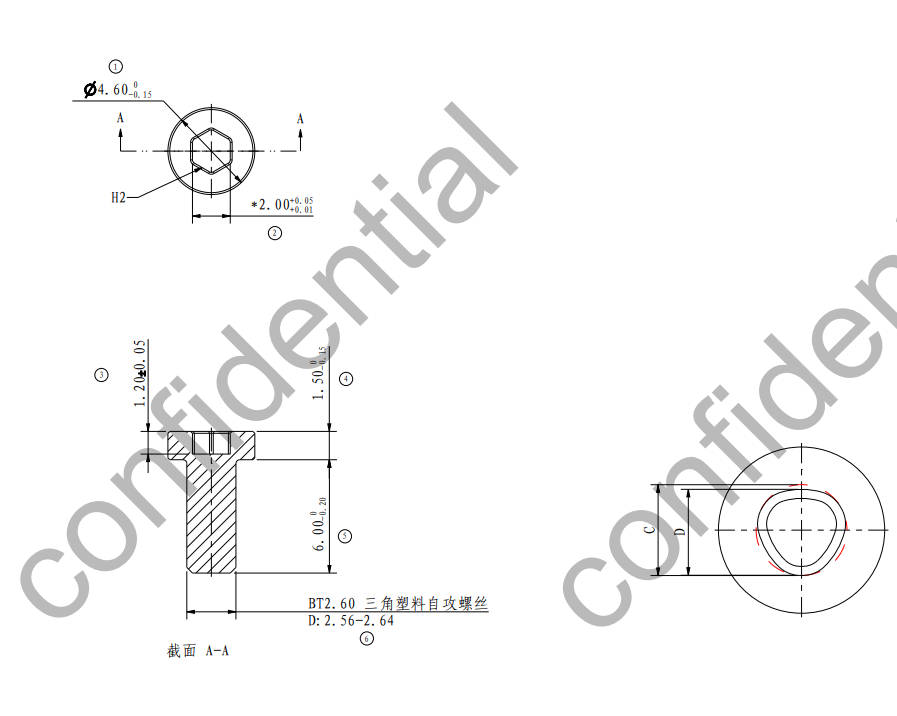
螺丝B |
BT2.6*5 B00204 |
进料支架 (2PCS)
|
 |
| 螺丝C |
BT2*5 B0017 |
进料霍尔板 (2PCS)
|
 |
螺丝D |
BT2.6*14 B00205 |
切刀刀柄 (1PCS)
|
 |
| 螺丝E |
B00246 BT2.3*7 |
挤出前盖 (4PCS)
|
 |
螺丝F |
M3*11 B00276 |
挤出从动轮 (1PCS)
|
 |
| 螺丝G |
M2.5*5 B00202
|
挤出电机 (4PCS)
|
 |
¶ 工具清单
H1.5/H2.0内六角扳手
平头摄子
¶ 前期操作
如有需要,请参考 A1系列工具头拆装指引 的内容将挤出模块从工具头上拆下。
¶ 安全提示
重要提醒 !
在对打印机及其电子设备(包括工具头线缆)进行任何维护工作之前,请关闭打印机电源并断开电源连接,以避免发生电路短路从而引起额外的电子设备损坏和安全隐患。
在您对打印机进行维护或故障排查时,请先确认热端和热床的温度,避免在高温状态下操作,如果必须在高温状态下操作,请佩戴好隔热手套,以确保安全有效地执行维护工作。
如果您对本指南有任何疑问,请点击提交服务工单,我们将及时回复并为您提供所需的帮助。
¶ 拆装视频
¶ 拆装指引
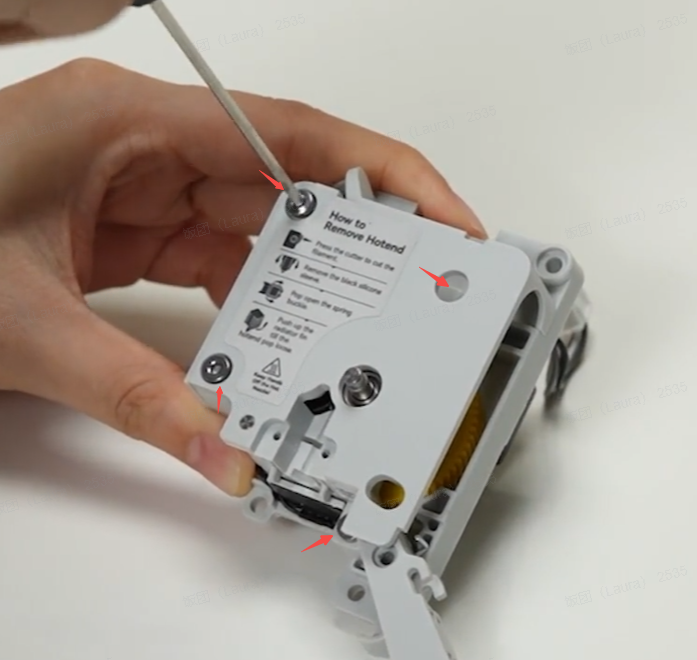
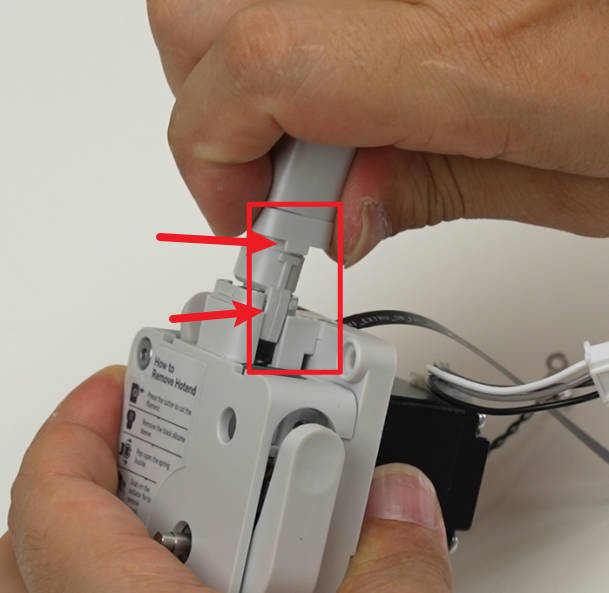
¶ 步骤1:移除料线压块
取下旋转轮,用H1.5内六角扳手移除2颗螺丝A,取下压块。
 |
 |
 |
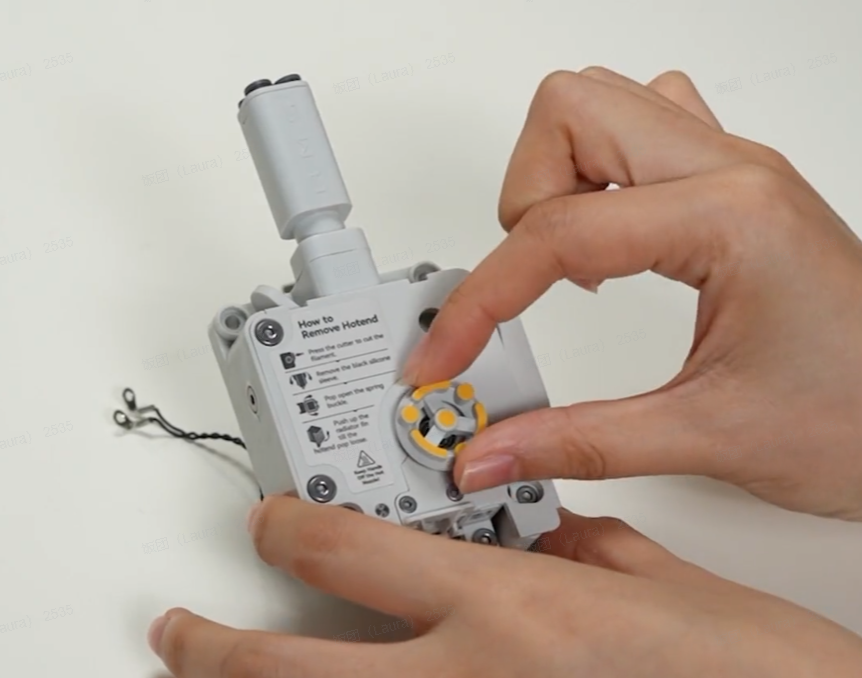
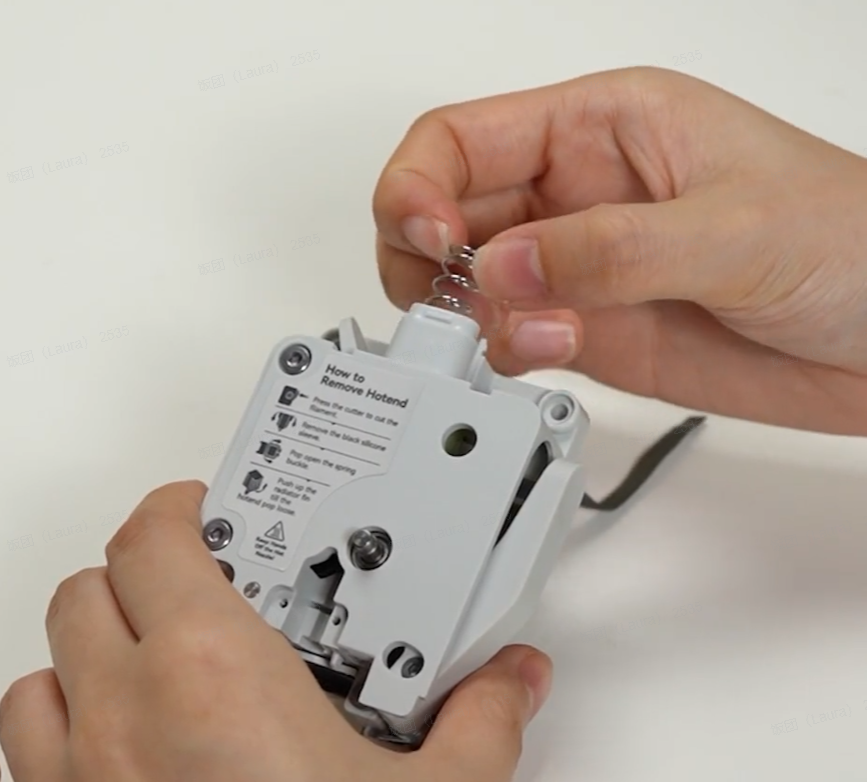
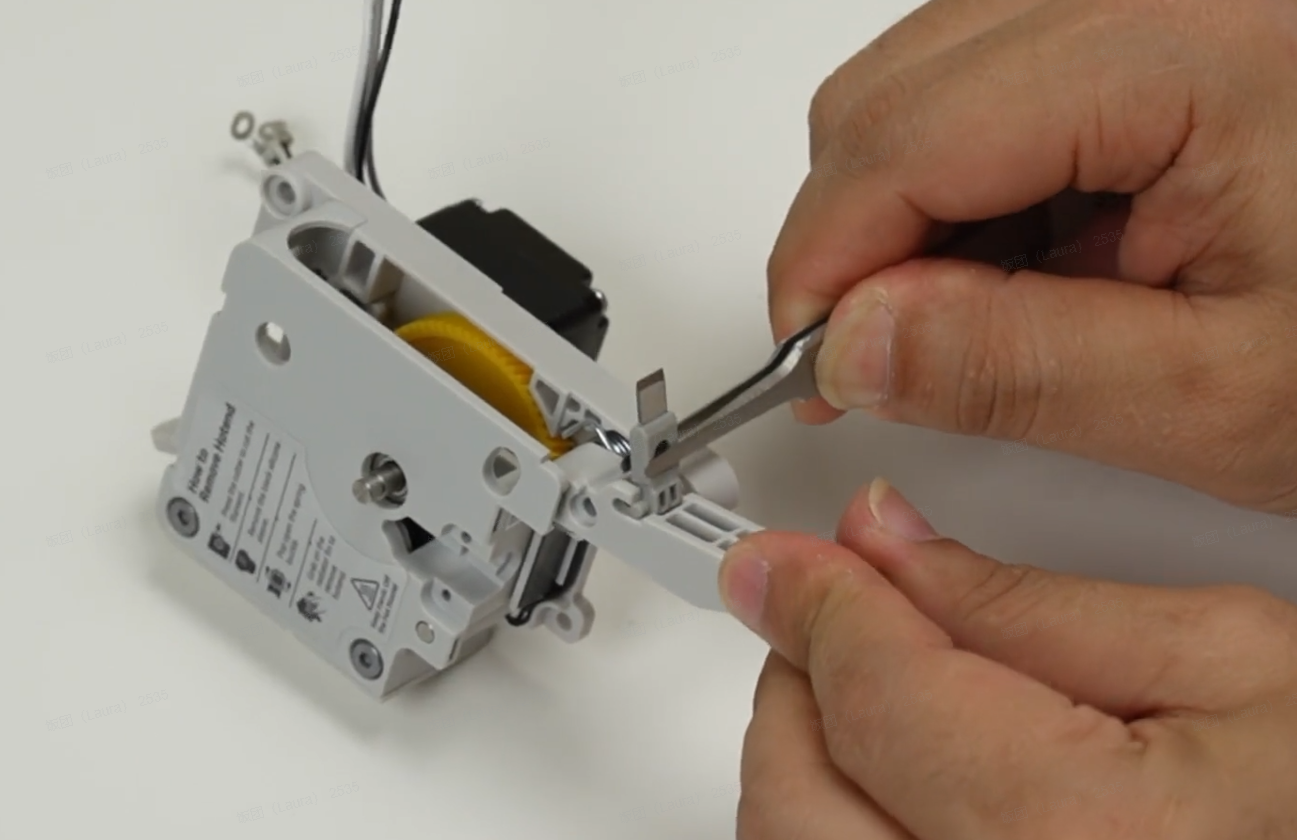
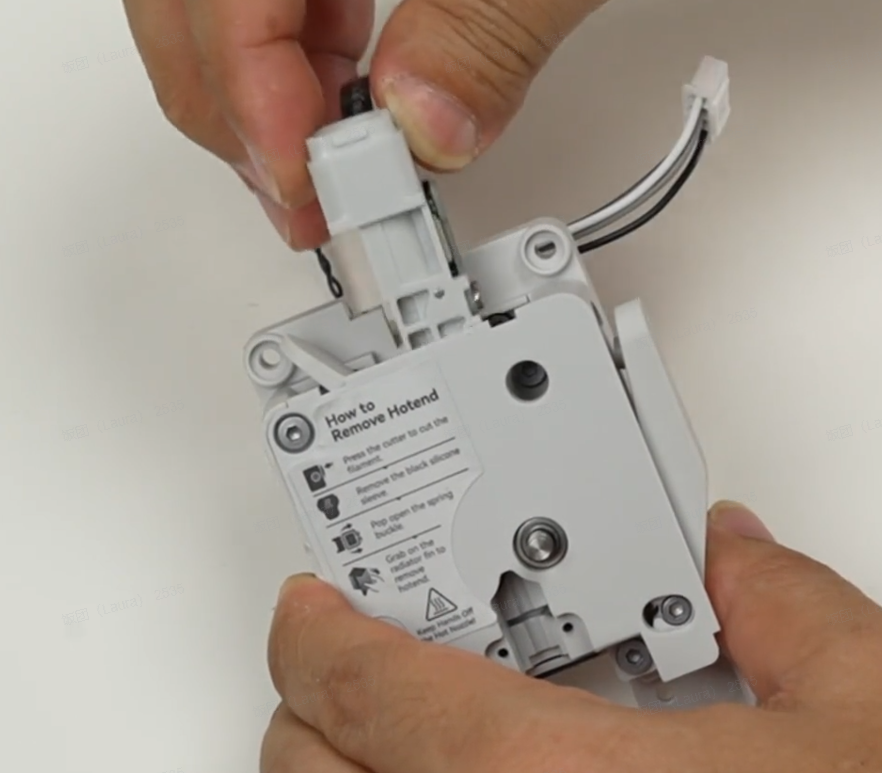
¶ 步骤2:移除五通组件
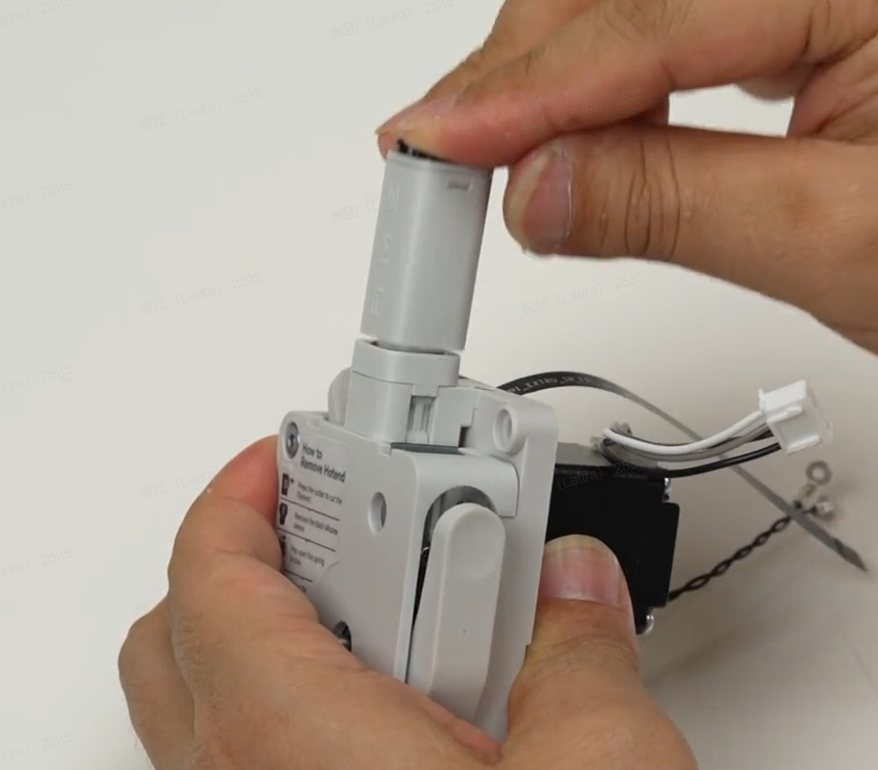
用扳手轻微撬起五通盖子,然后移除五通组件和五通弹簧。
 |
 |
 |
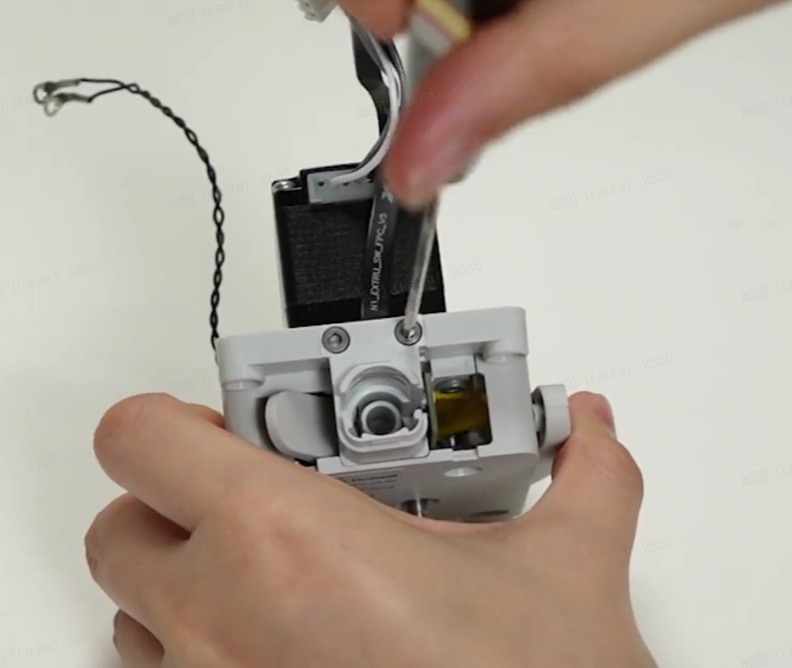
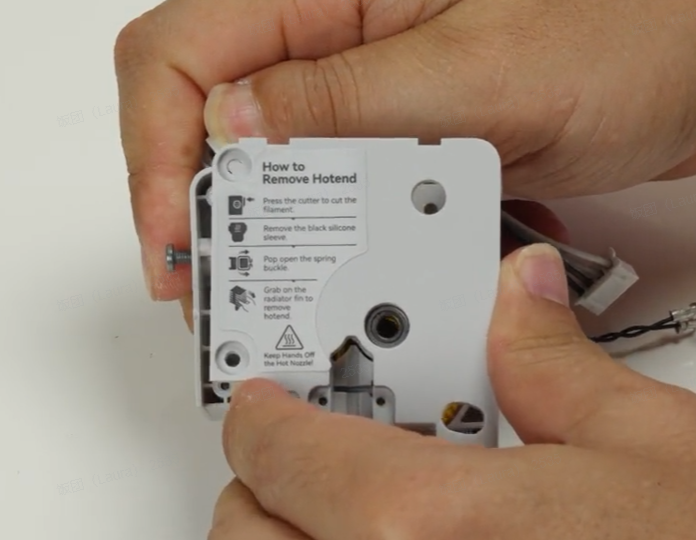
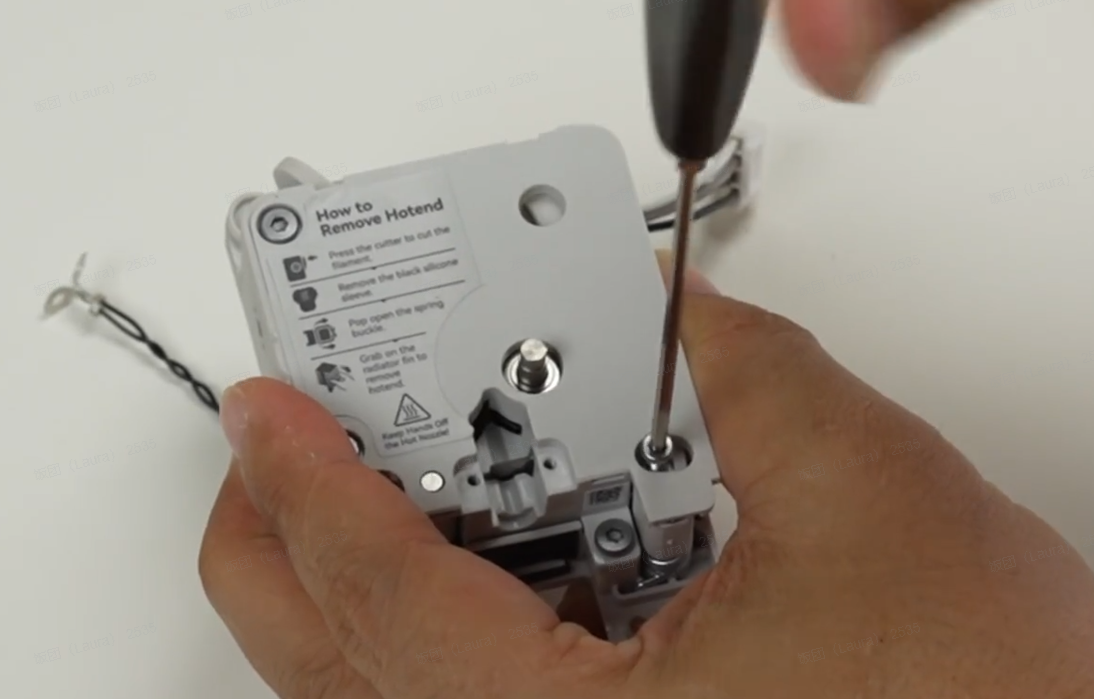
¶ 步骤3:移除进料霍尔板
用H2.0内六角扳手拧下2颗螺丝B,取出进料支架。
 |
 |
用H1.5内六角扳手拧下2颗螺丝C,移除进料霍尔板。
 |
 |
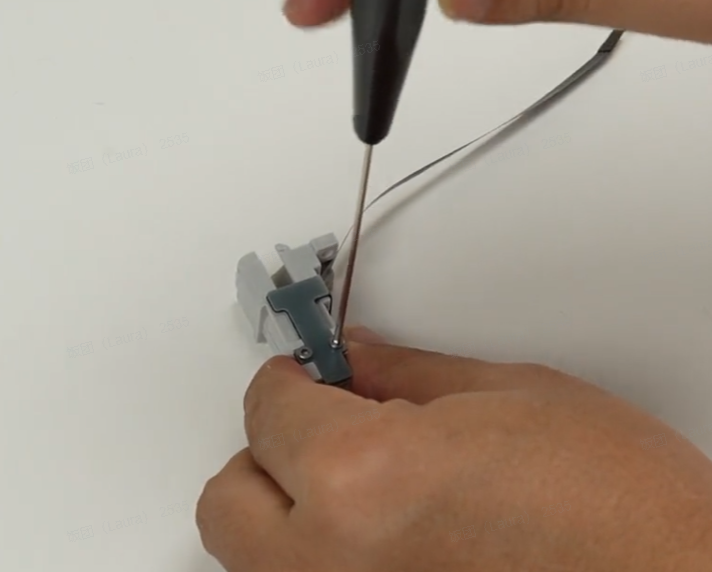
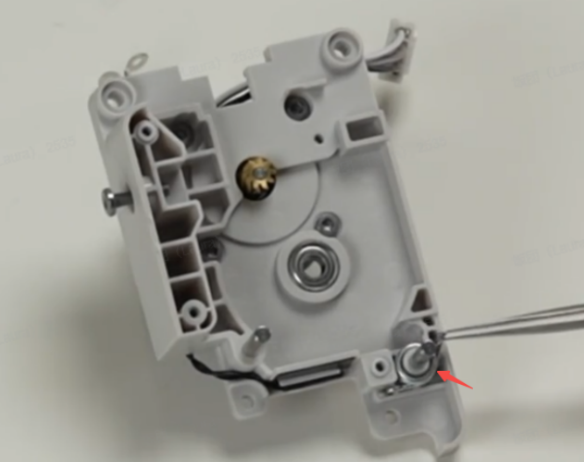
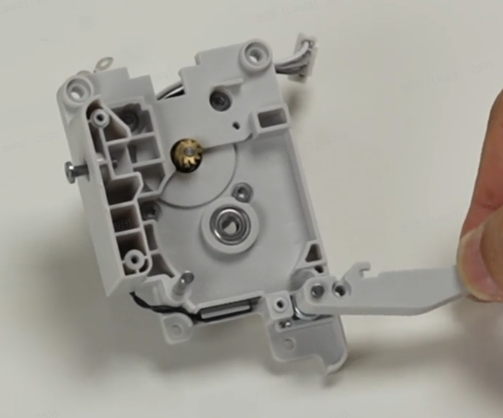
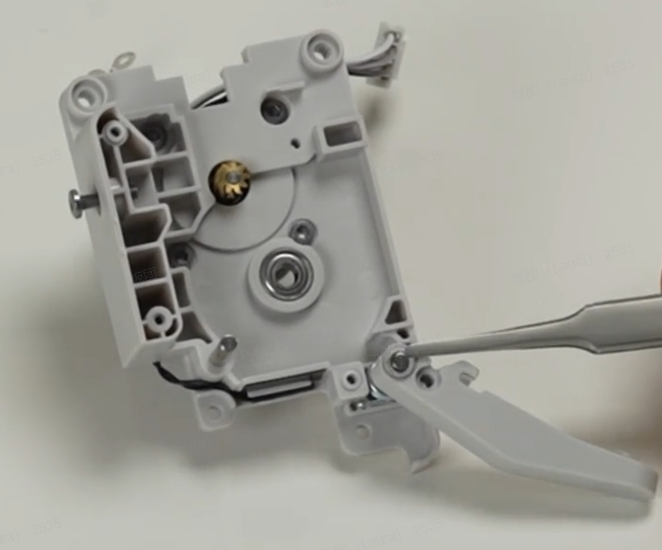
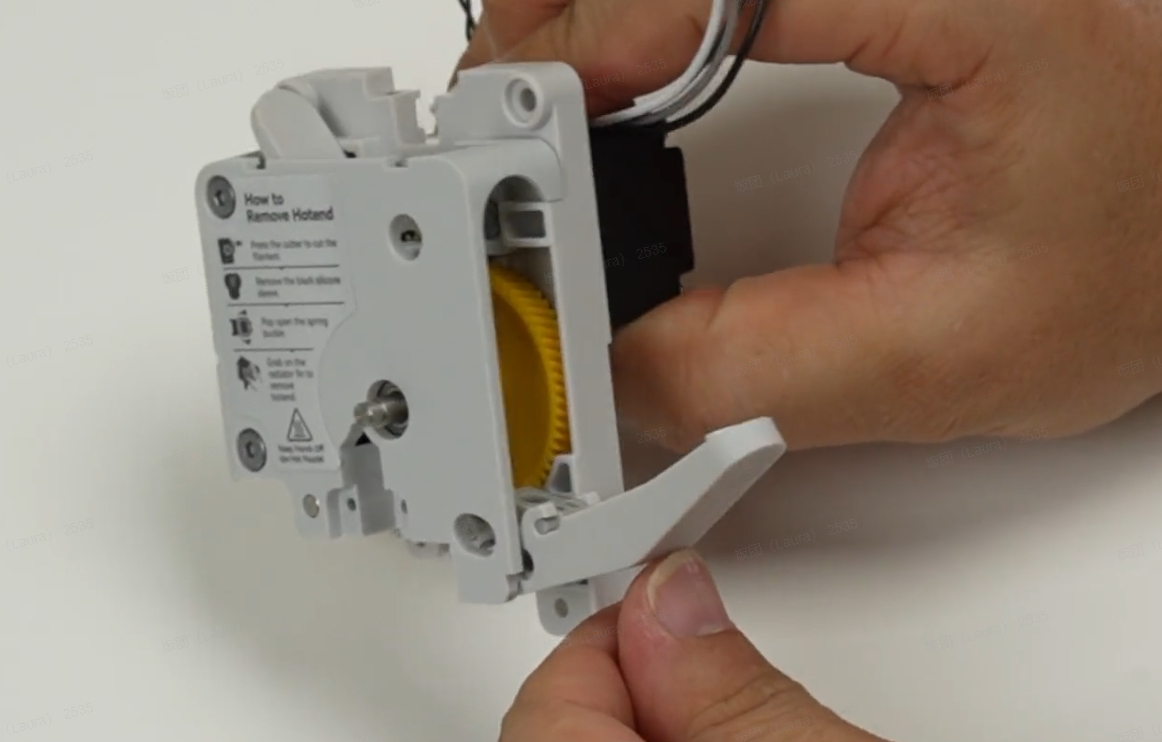
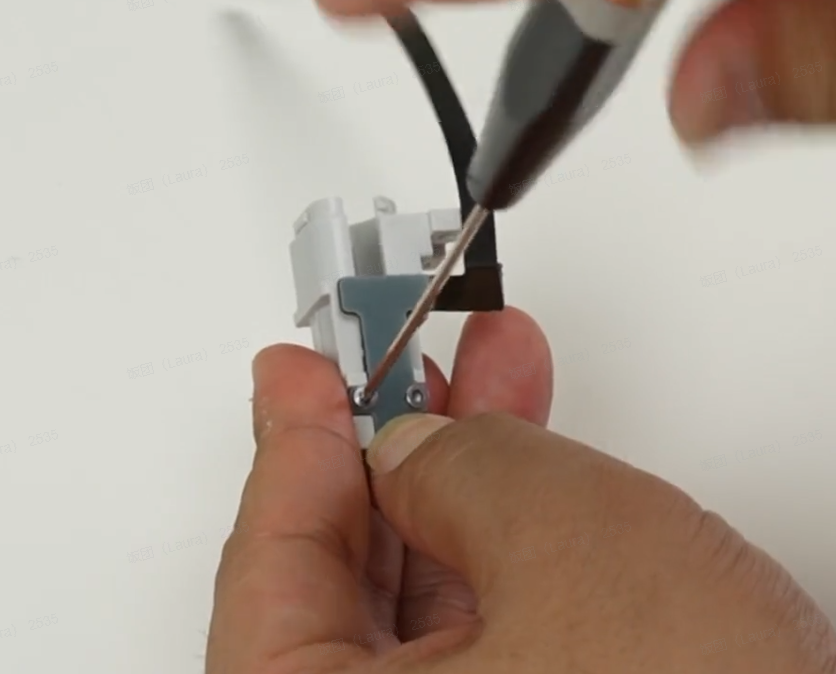
¶ 步骤4:移除切刀
用H2.0内六角扳手拧下1颗螺丝D,松出切刀刀柄,取下切刀。
 |
 |
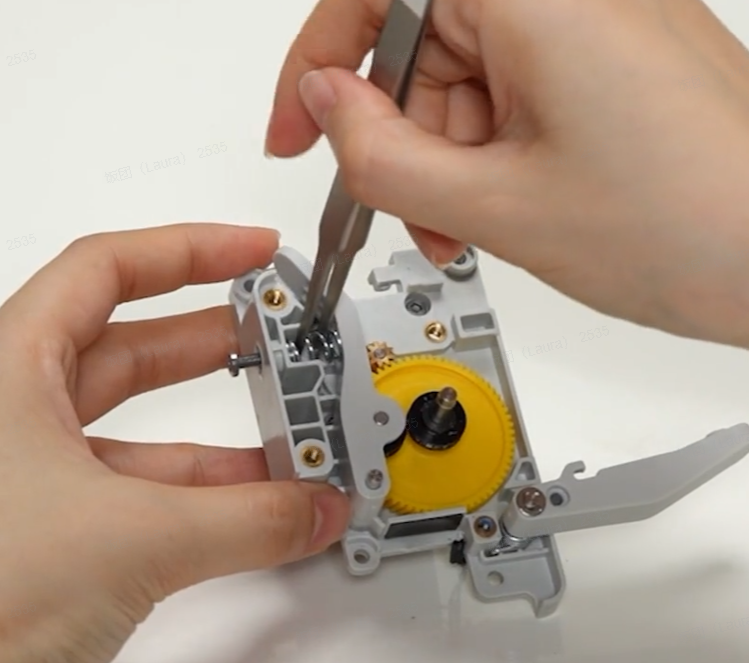
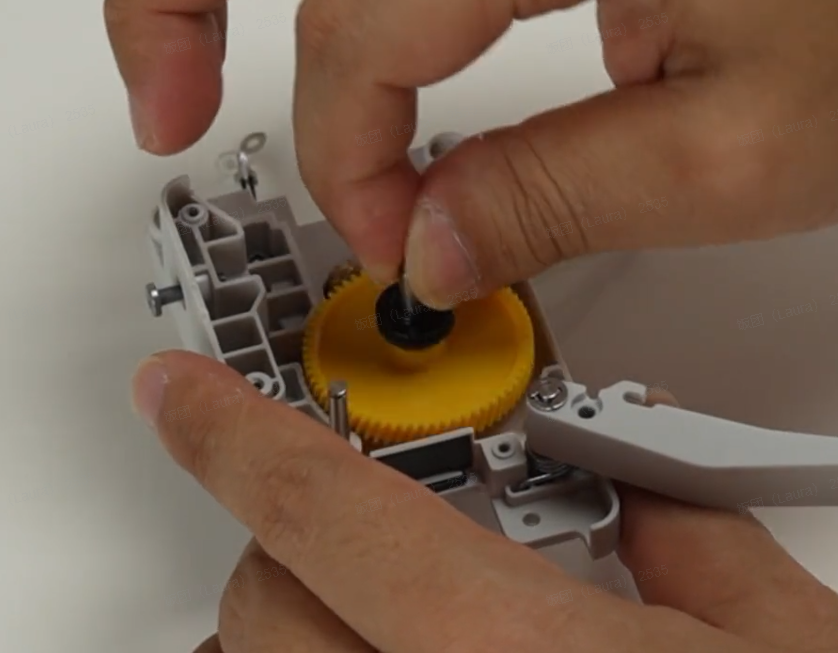
¶ 步骤5:移除挤出齿轮组件
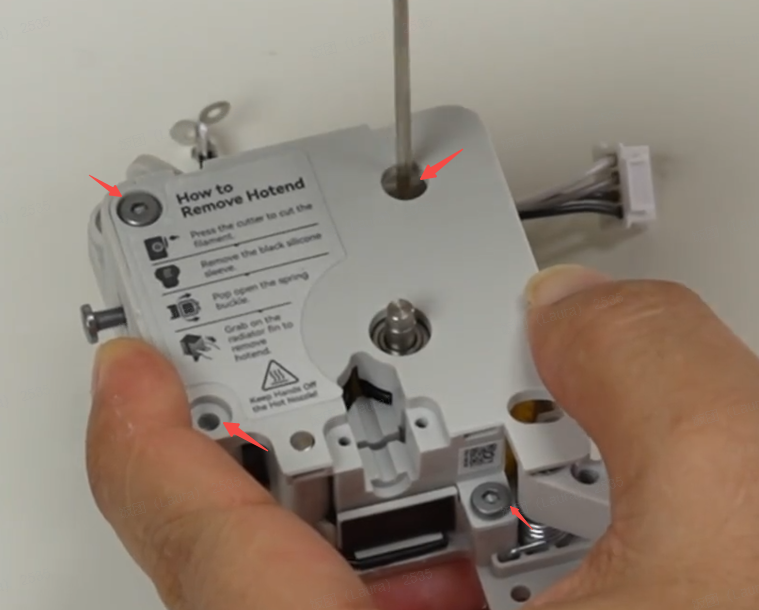
用H2.0内六角扳手拧下4颗螺丝E,拧松1颗螺丝F,移除挤出机前盖。
 |
 |
 |
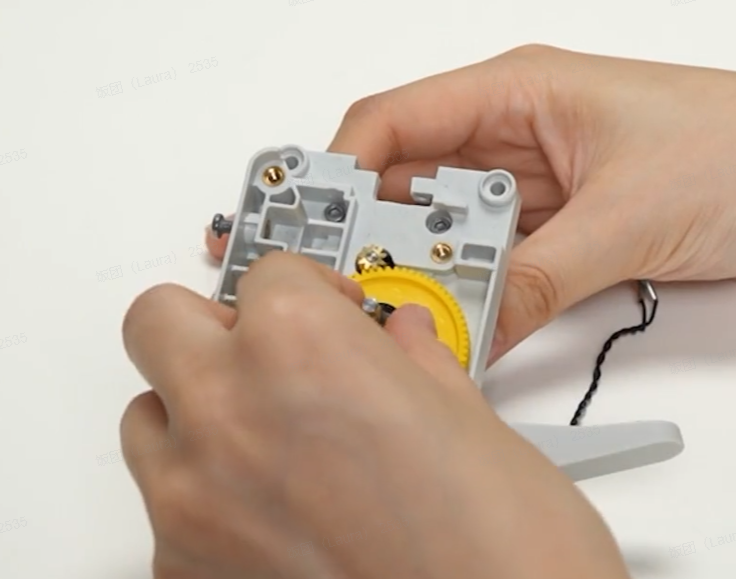
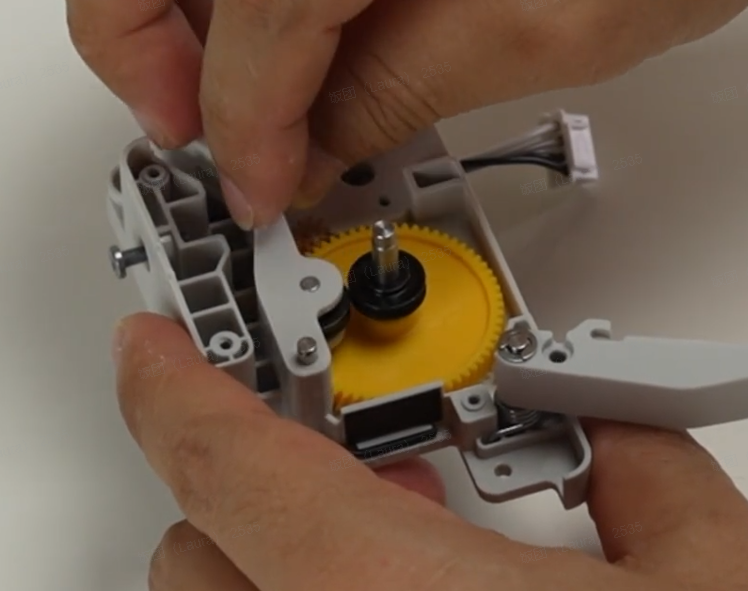
用摄子取出挤出弹簧和端盖,然后取出挤出齿轮组件。
 |
 |
 |
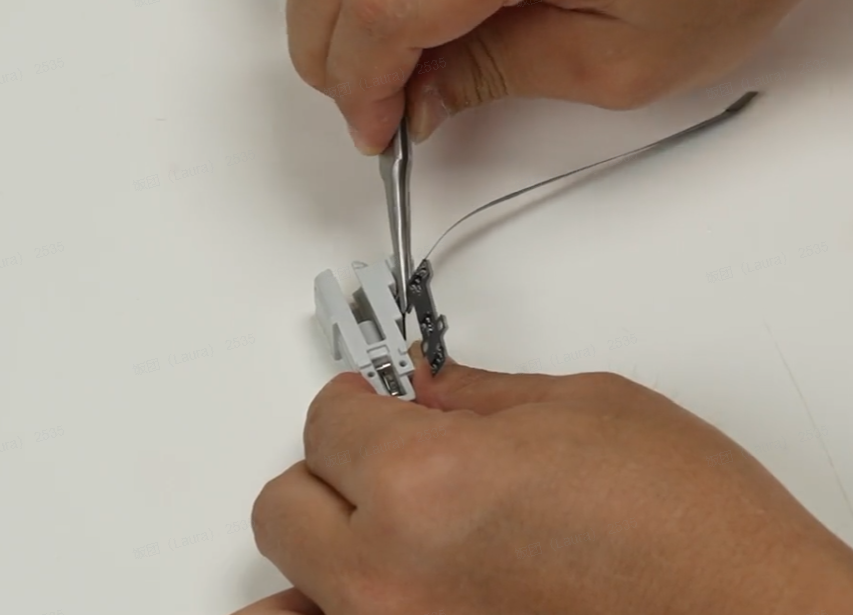
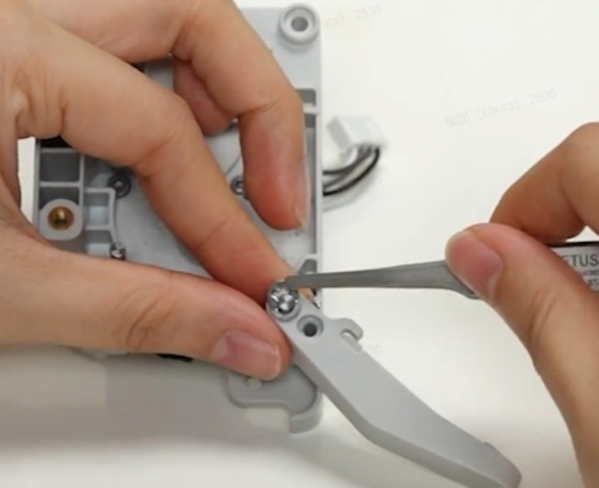
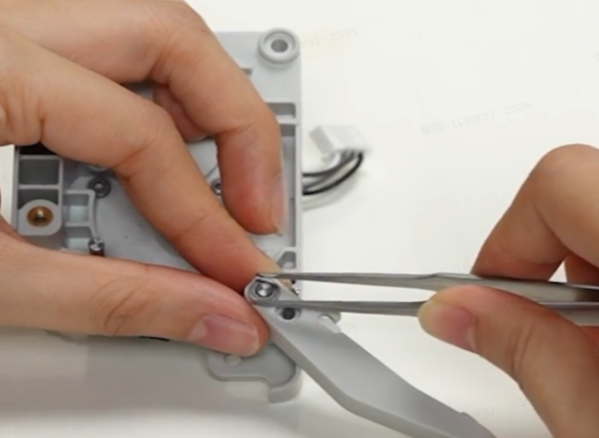
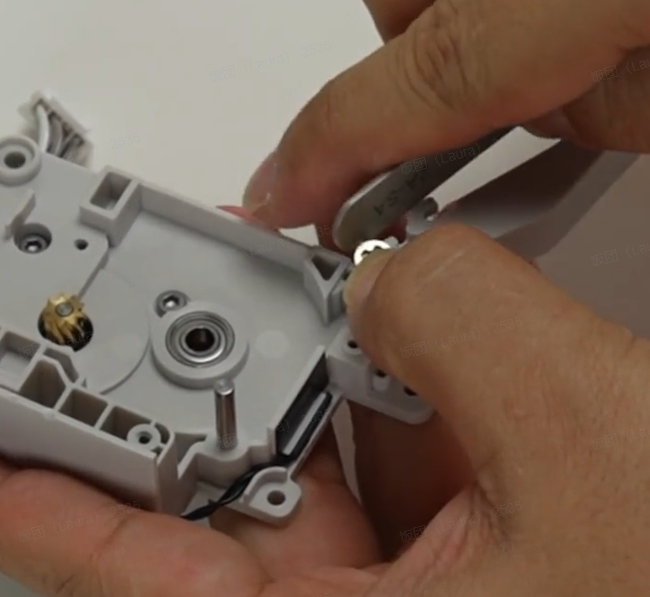
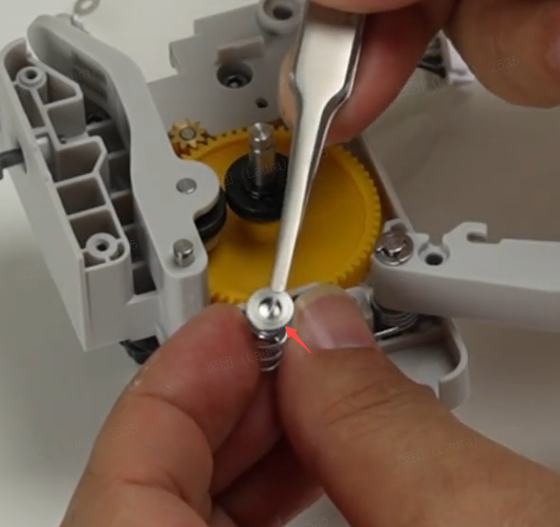
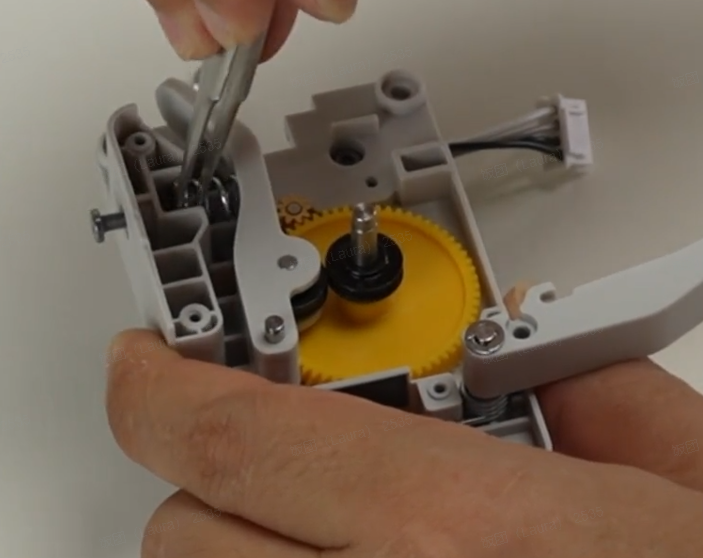
¶ 步骤6:移除切刀刀柄
用镊子移除E型卡簧,注意的同时按住卡簧,避免卡簧弹飞,取下垫圈,刀柄和弹簧。
 |
 |
 |
 |
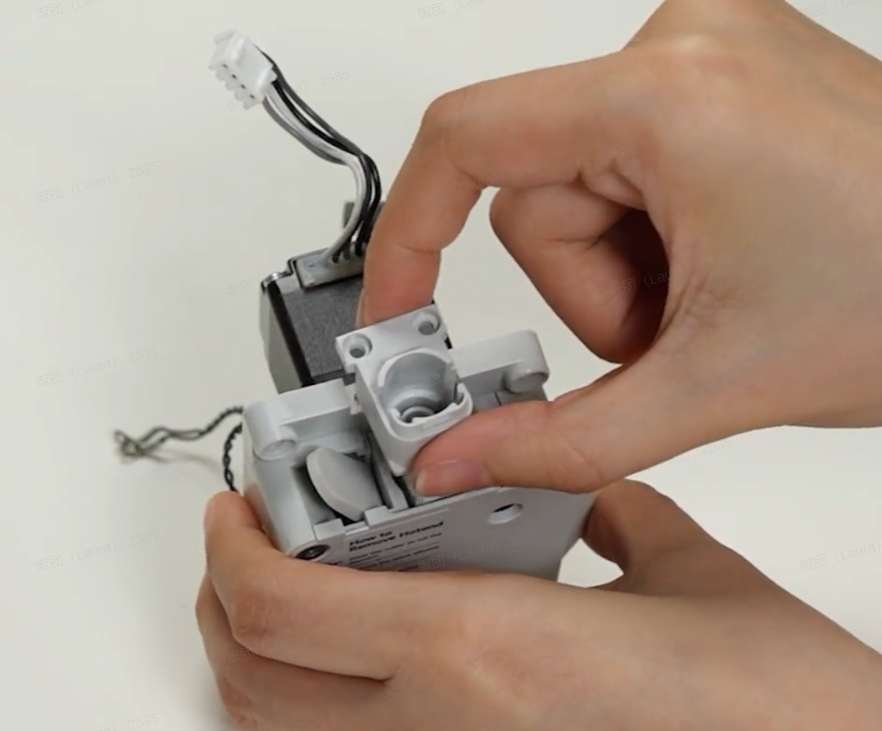
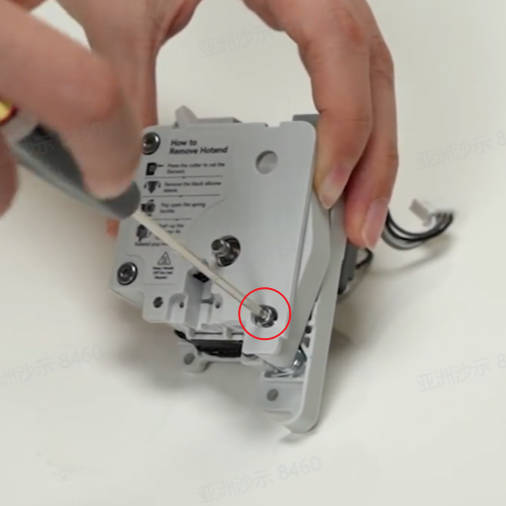
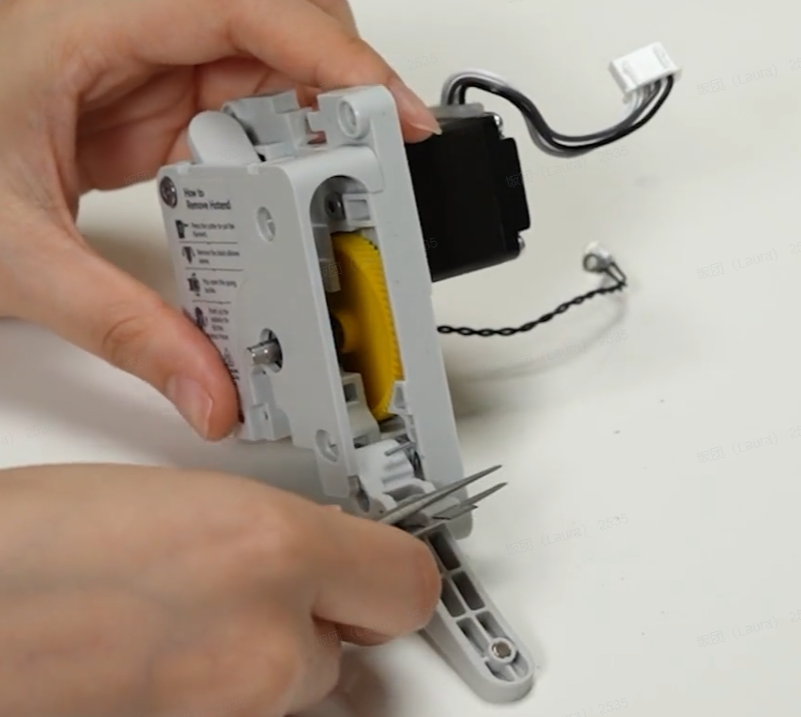
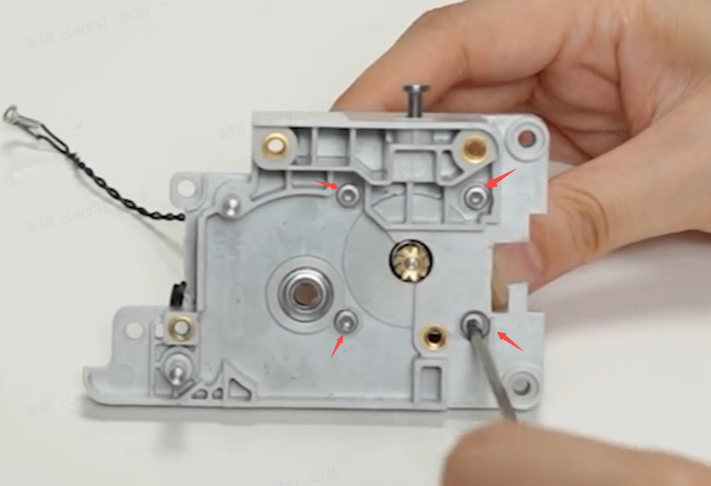
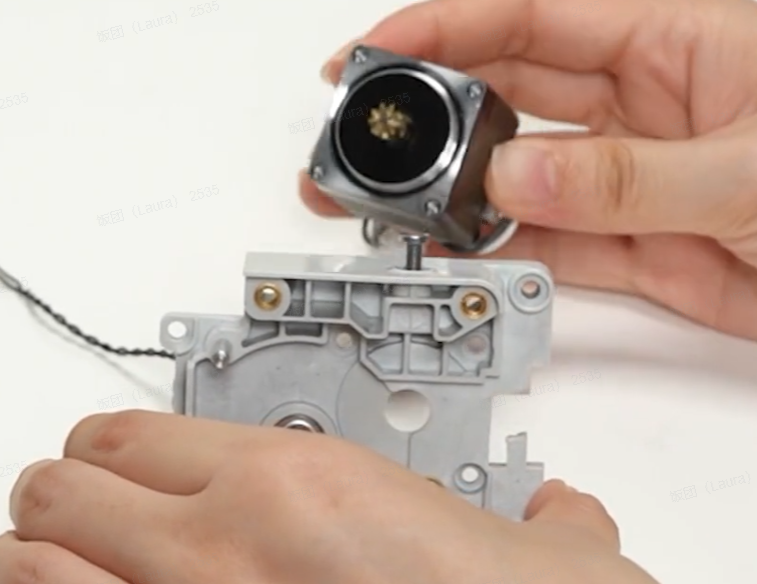
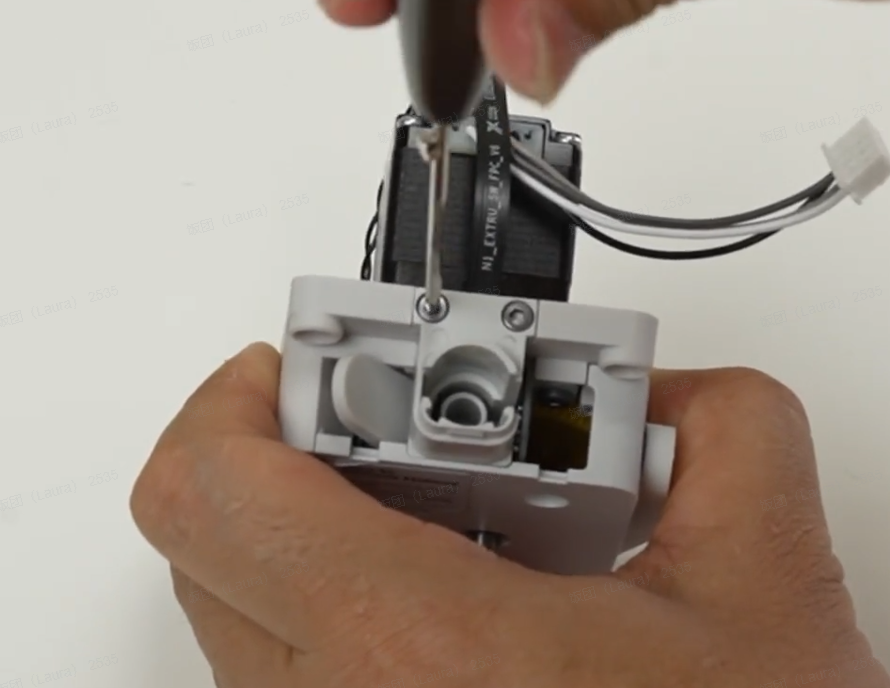
¶ 步骤7:移除挤出电机
用H2.0内六角扳手拧下4颗螺丝G,移除挤出电机。
 |
 |
¶ 组装指引
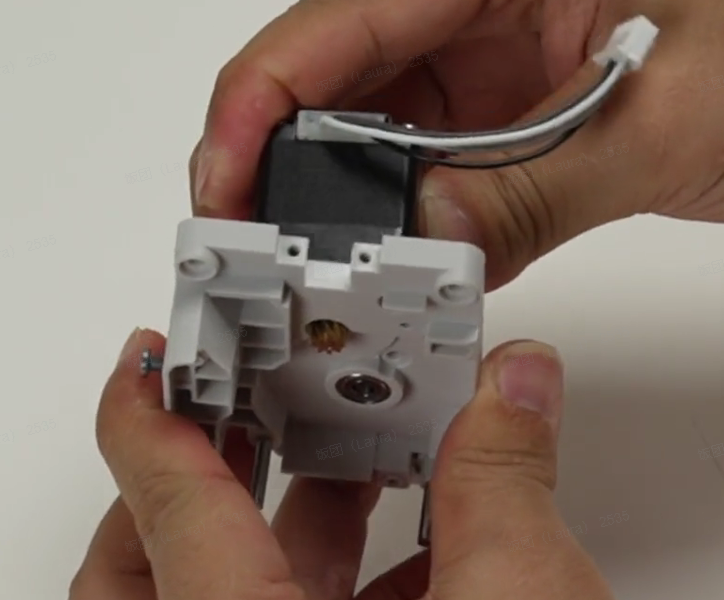
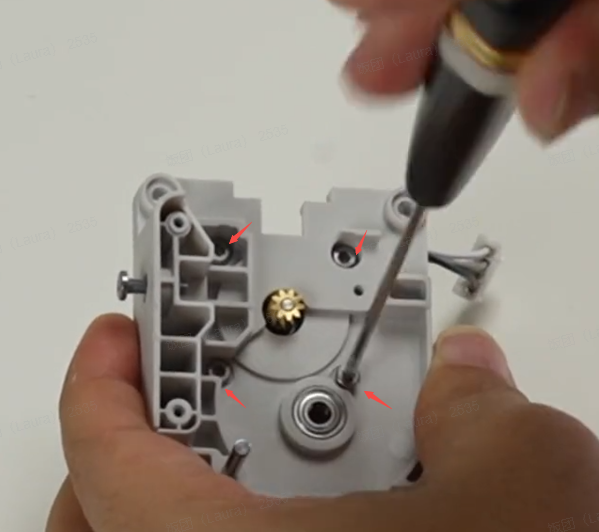
¶ 步骤1:安装挤出电机
将挤出电机安装到挤出机后盖上,确认电机电缆的朝向,用H2.0内六角扳手锁入4颗螺丝G,固定挤出电机。
 |
 |
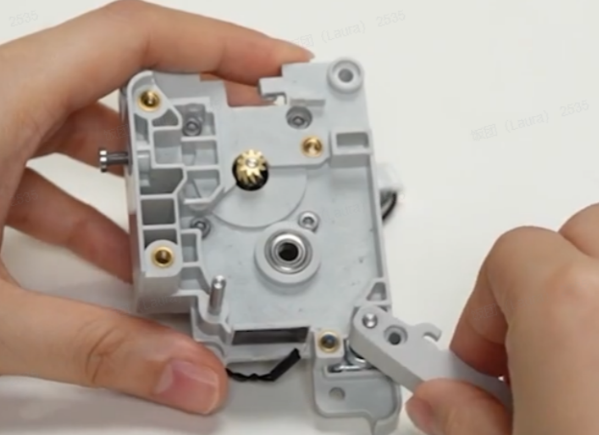
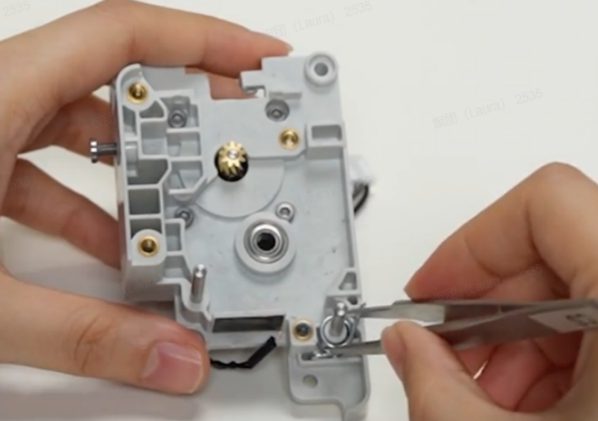
¶ 步骤2:安装切刀刀柄
将弹簧和刀柄安装到刀柄转轴上,放上垫圈,装上E型卡簧,用镊子按压卡簧将其安装到位。
 |
 |
 |
 |
¶ 步骤3:安装挤出齿轮组件
将挤出主动轮和从动轮安装到各自的转轴上;
 |
 |
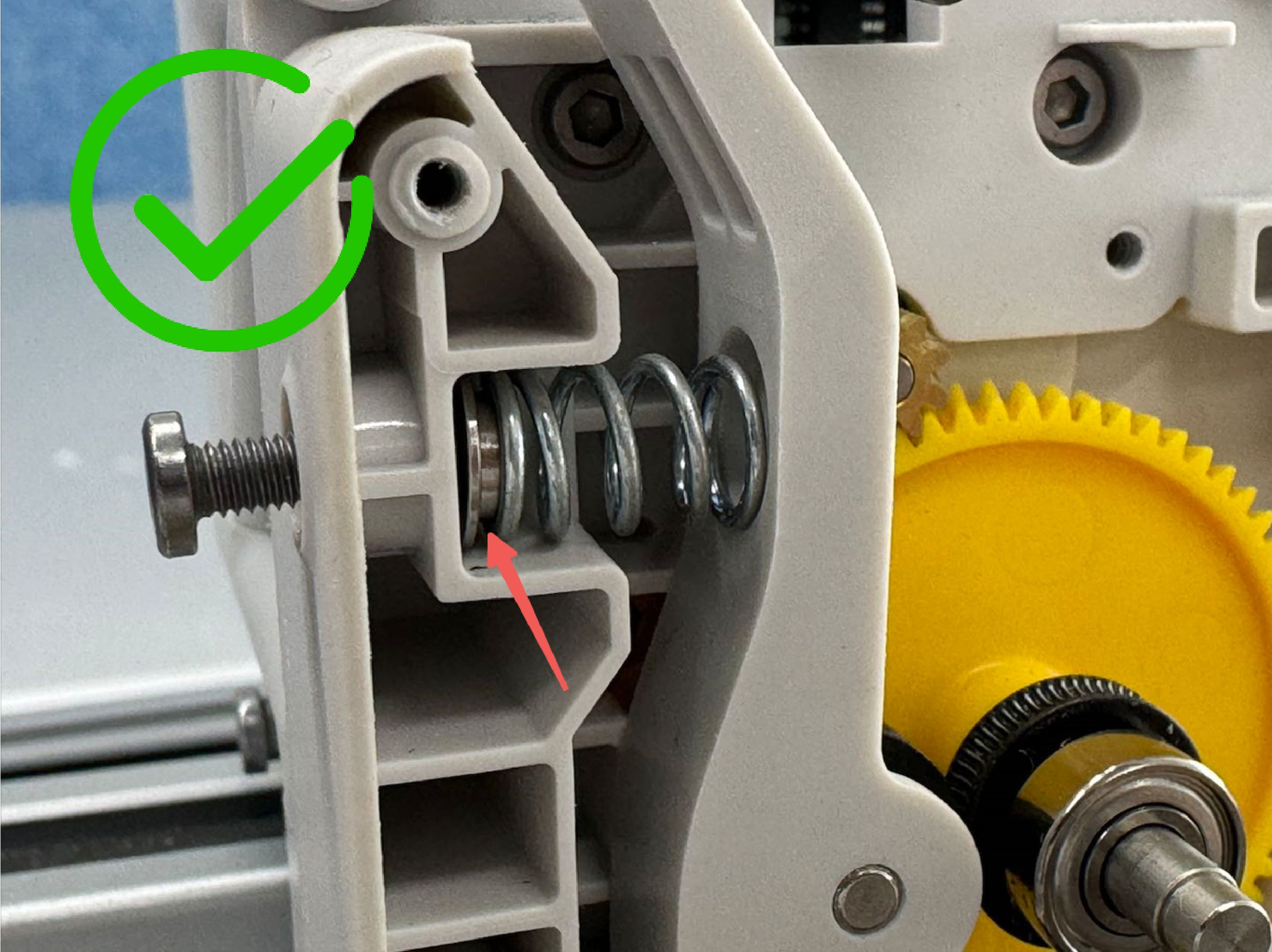
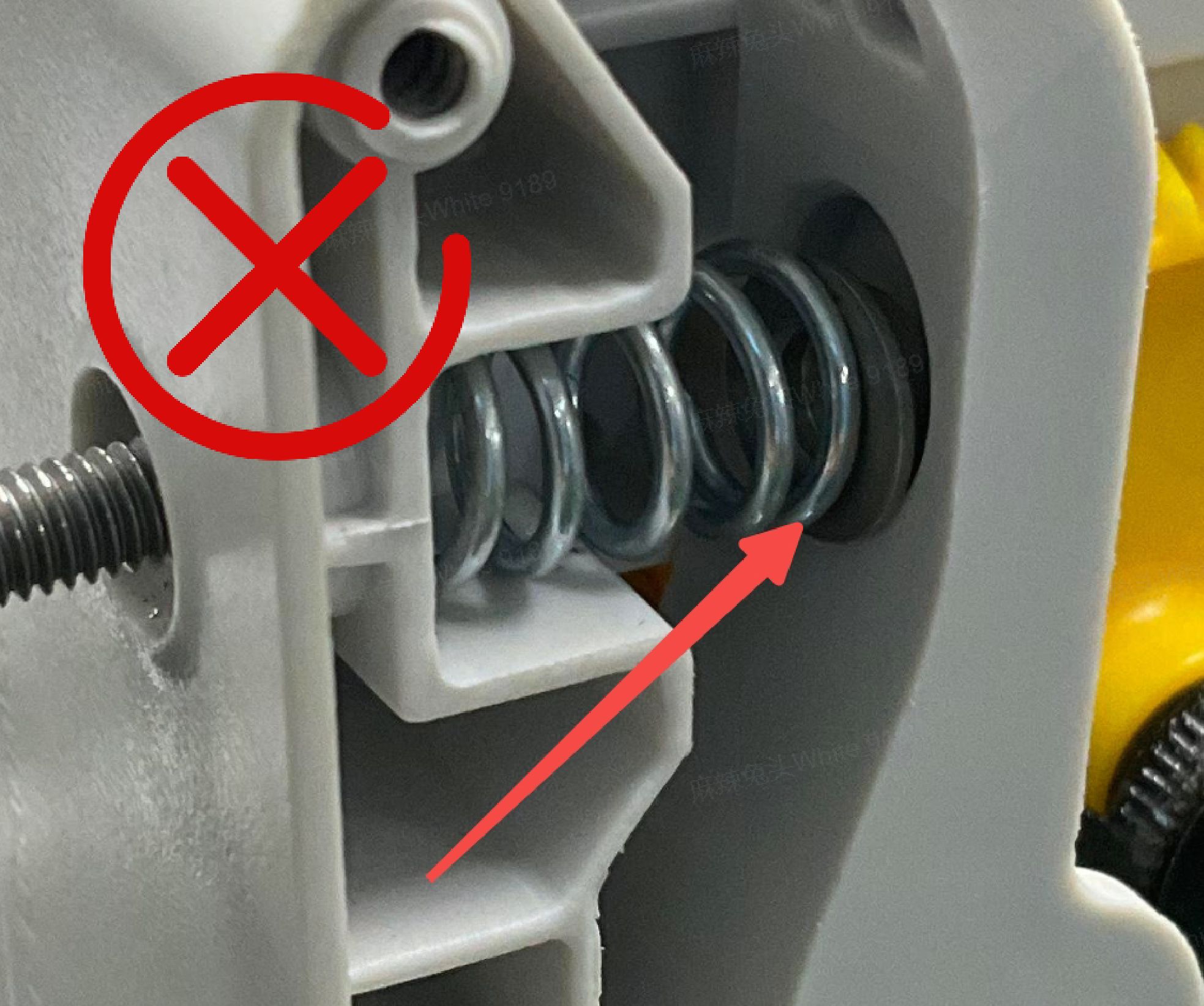
将弹簧和端盖以正确的方向和位置(请参考下方的正确和错误示范)安装到一起,用镊子放到从动轮支架对应的位置上,拧入螺丝 F 将其顶住,但先不要将其拧紧。
然后,合上挤出机前盖。
重要提醒!
务必以正确安装弹簧和端盖,否则将使得挤出机无法咬合耗材,导致打印失败。
 |
 |
 |
|
|
用H2.0内六角扳手锁入4颗螺丝E,然后锁紧螺丝F。
 |
 |
¶ 步骤4:安装切刀
将切刀安装到刀柄上,抬起刀柄,沿着刀槽将切刀滑入到位,锁1颗螺丝D固定刀柄。
 |
 |
 |
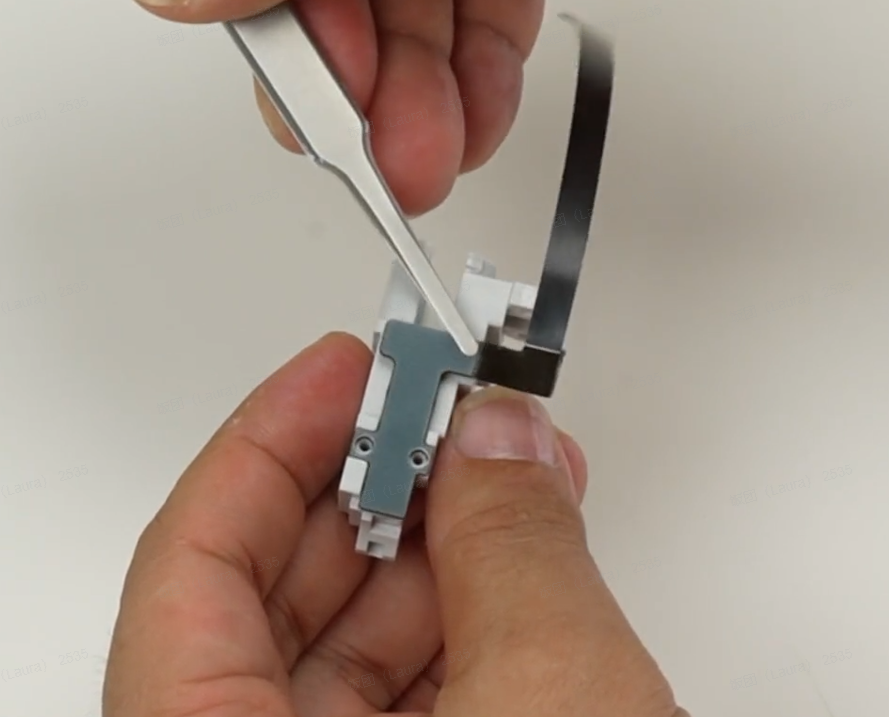
¶ 步骤5:安装进料霍尔板
将进料霍尔板安装到五通底座上,锁入2颗螺丝,然后将排线贴附好;
 |
 |
 |
将五通底座安装到挤出机上,锁入2颗螺丝固定。
 |
 |
¶ 步骤6:安装五通组件
将弹簧放进五通底座,将盖子穿到五通上;
如下图所示,确认安装方向,然后将五通装到底座上;
稍微用力将五通与底座连接到一起,按压检查确认没有松动。
 |
 |
 |
¶ 步骤7:安装料线压块
装上料线压块,锁入2颗螺丝A,然后安装上旋转轮。
 |
 |
 |
¶ 功能确认
- 检查确认,切刀刀柄动作顺畅;
- 按压五通组件,确认动力顺畅。
¶ 设备校准
无
¶ 结束语
我们希望这份指南为您提供了有效的信息,并真实地帮助了您。
如果您对本文中描述的过程有任何疑虑或疑问,您可以在开始操作前联系我们的客户服务团队。 我们随时准备为您提供帮助并回答您的任何问题。