¶ Why fine-tune the flow rate?
The X1 is able to automatically calibrate the extrusion uniformity of the filament used. But in some cases, fine-tuning the flow rate is required to ensure a good top layer finish which will also improve the overall surface quality.
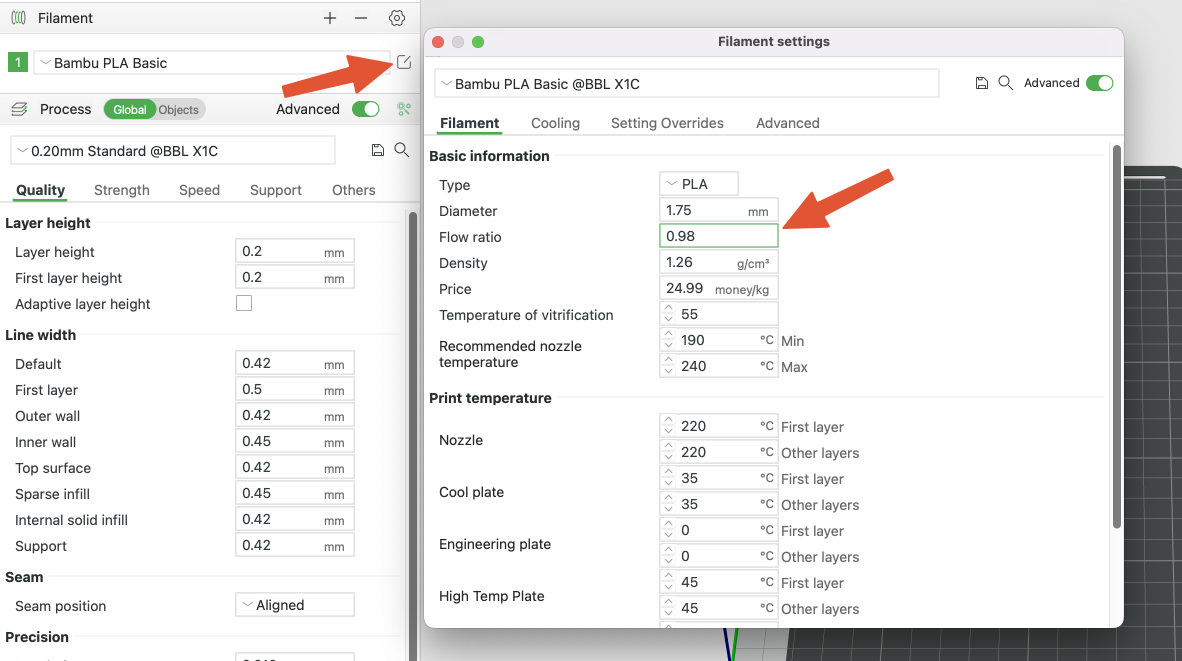
¶ Where to change filament flow rate?
Every slicer profile comes with a pre-configured flow ratio set according to the filament used. The Bambu Filaments are tuned and should provide a good surface finish, but when using aftermarket filaments, the flow rate value might need to be changed.
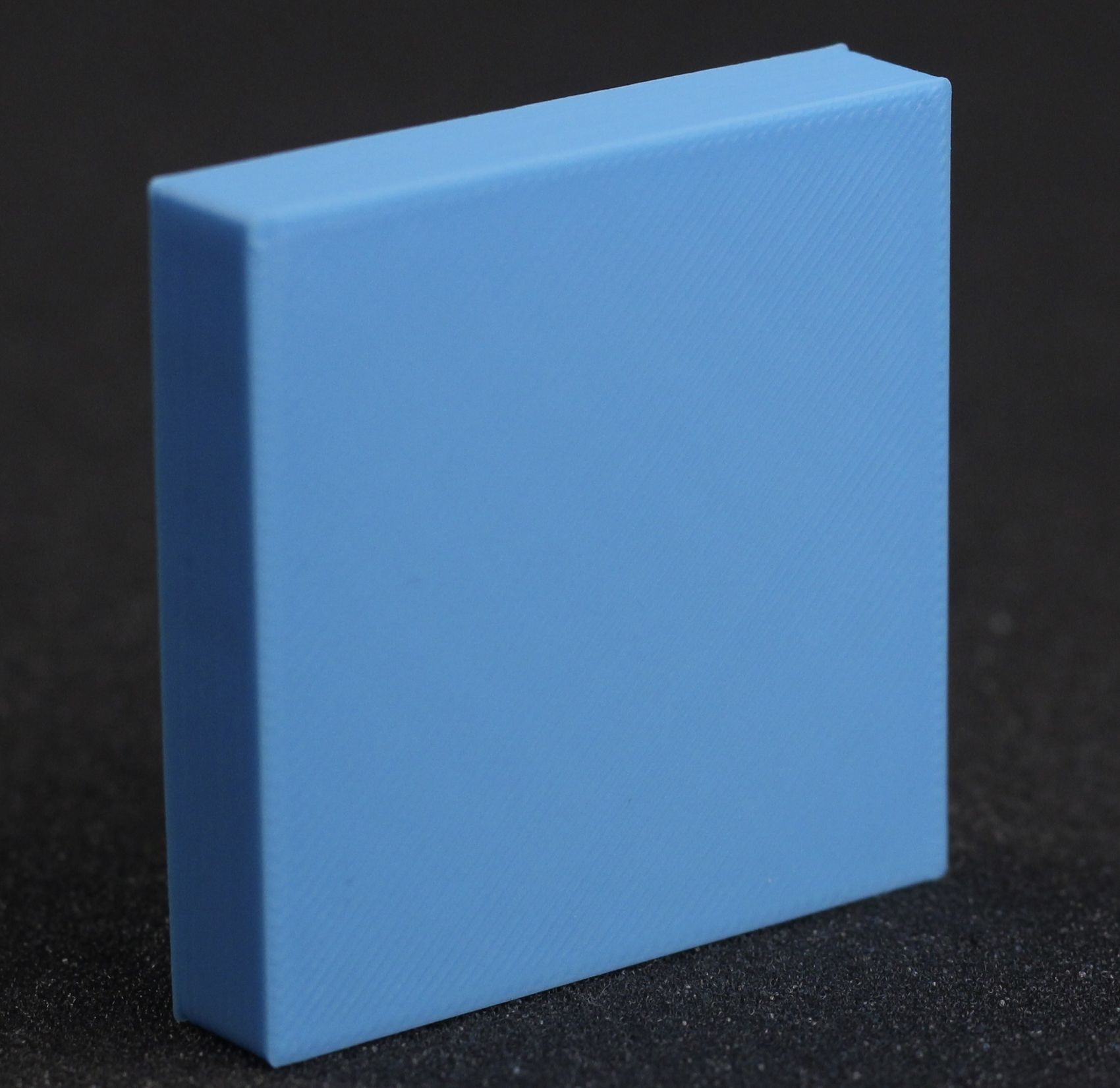
¶ Example of correctly tuned flow rate
In the image below, you can see an example of a correctly tuned flow rate value with PLA.
The lines are correctly aligned, and the top surface is smooth to the touch.
¶ How to fine-tune flow rate?
To fine-tune your flow rate, simply slice a simple model with different flow rate values until the correct value is found which produces the best-looking results.
We recommend taking this test model and slicing it with the default profile values.
Layer height: 0.2mm
Wall Loops: 2
Top shell layers: 4
Bottom shell layers: 3
Infill: 15%
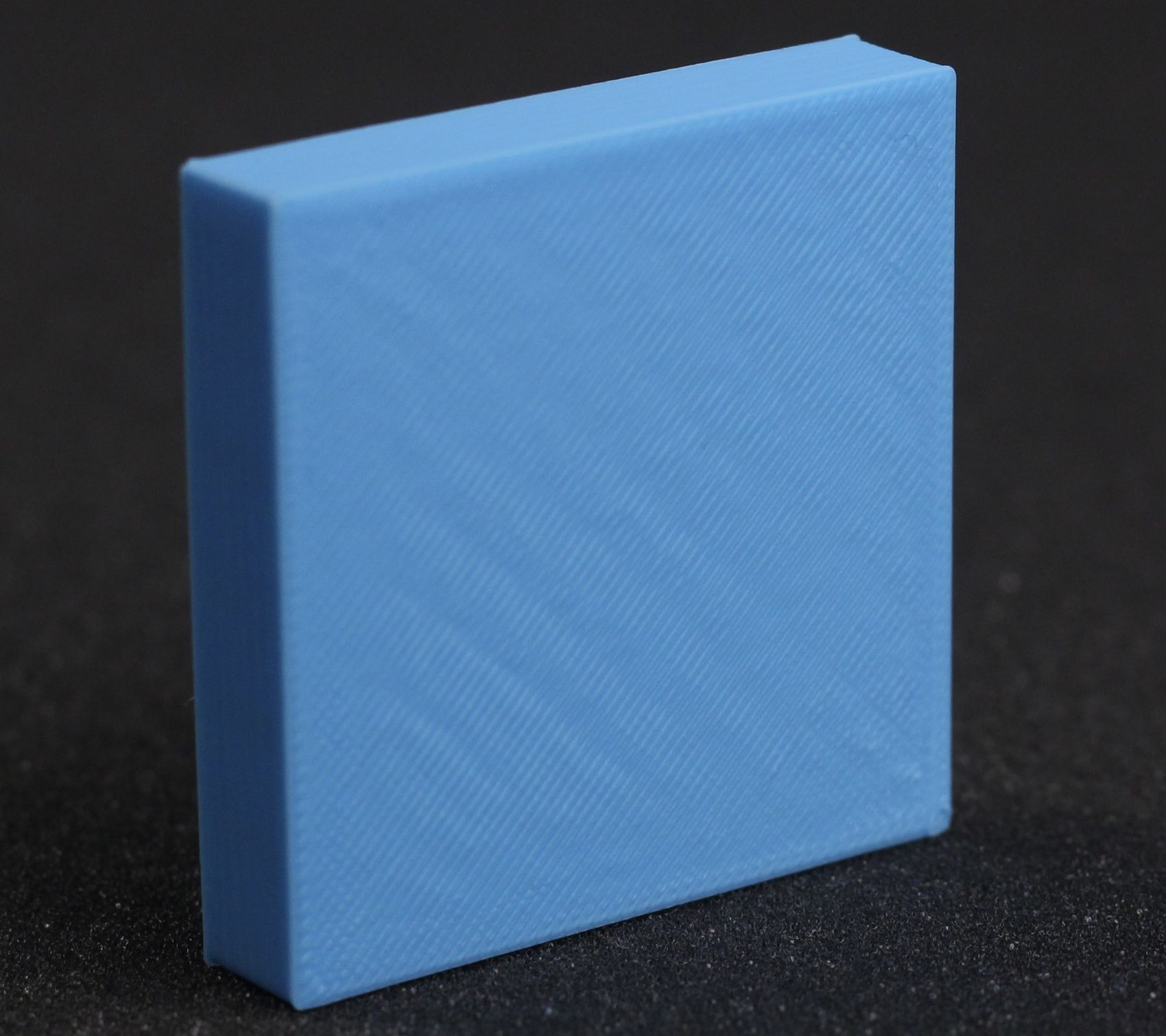
If the flow rate is too high, over-extrusion will be present on the top layers, and this will produce uneven lines. If this happens, the flow rate value needs to be lowered and a new test print needs to be printed to verify.
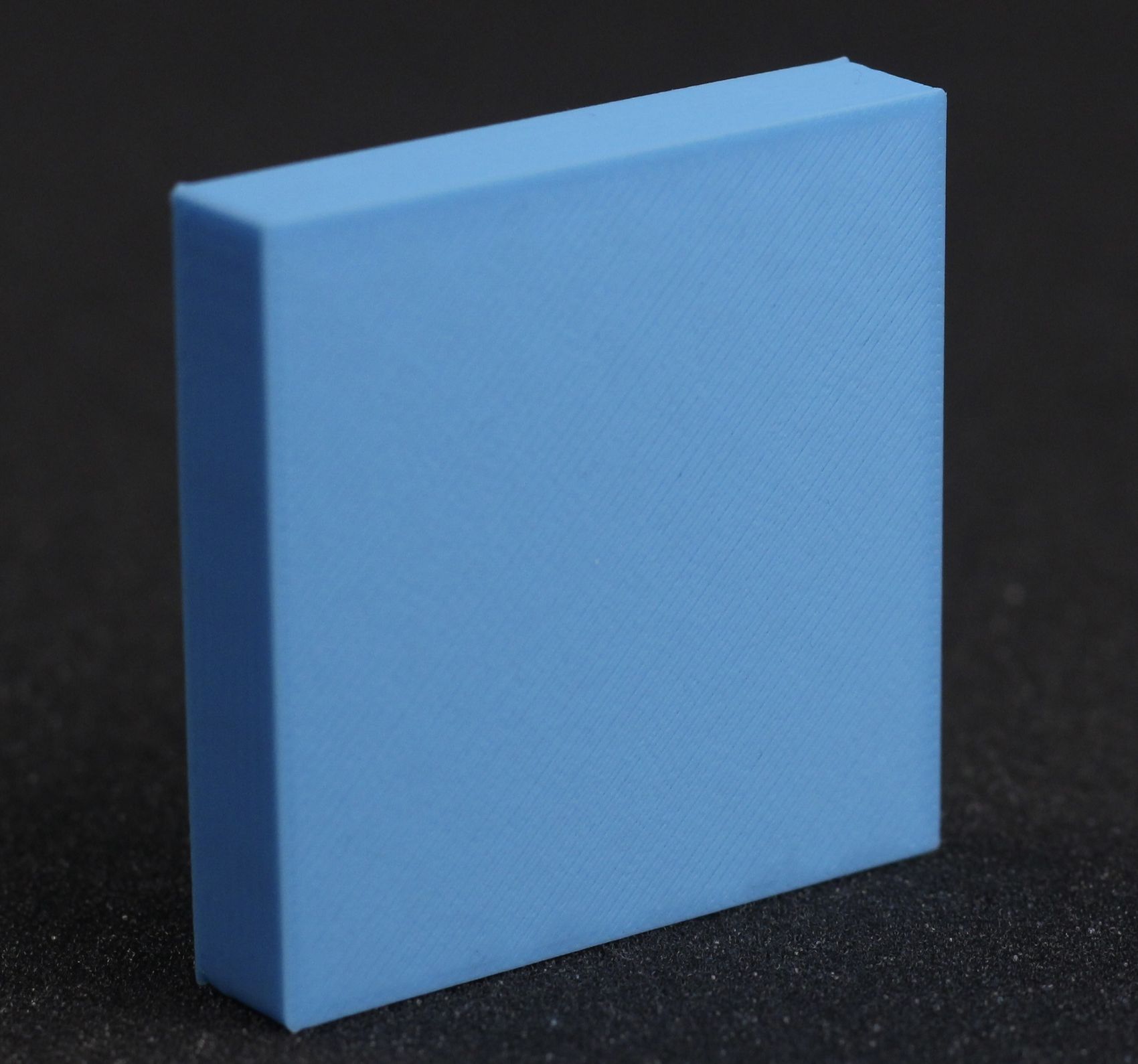
At the same time, if the flow rate is too low, under-extrusion is present on the top layers, and the lines will not be connected leaving a bit of space between them. If this happens, the flow rate needs to be increased and a new test print needs to be printed to verify.
When changing the value, we recommend doing it in small increments. A change of ±0.03 to ±0.05 can produce a significant difference in the top layer quality of the print, but in some cases, the change might be higher.