¶ Improvement
- Improve the quality of walls where has overhang 100%.
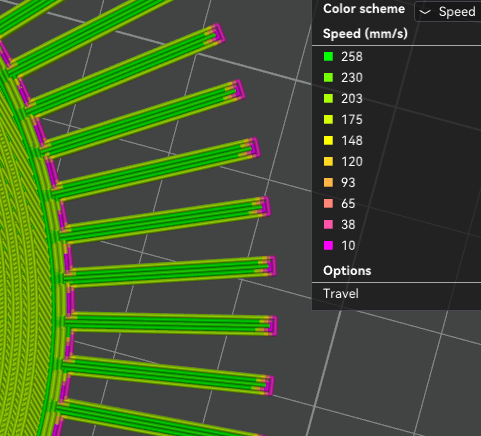
a. Add speed transitions between the overhang and non-overhang areas to improve cooling effectiveness.
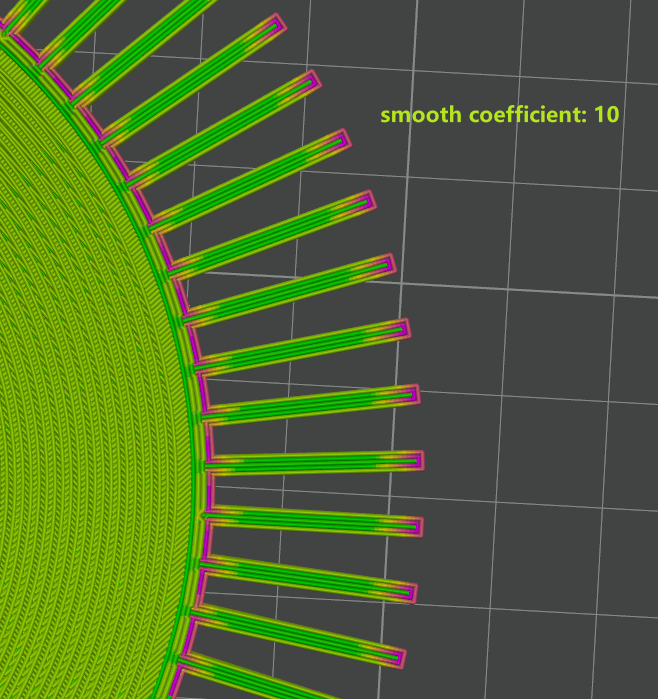
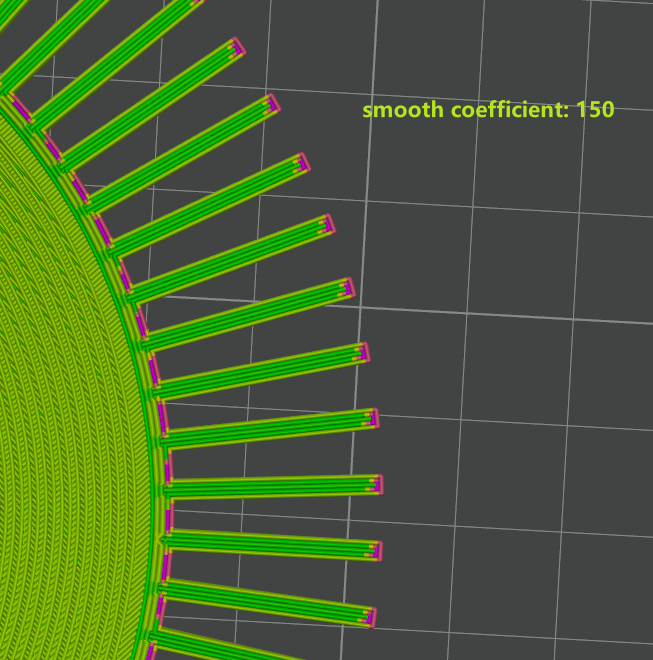
Adjusting the 'Smooth coefficient' can control the length of the speed transition zone, thereby improving print quality in overhang areas. The smaller the number, the longer the transition zone.

After adding the speed transition zone and maintaining a constant speed in the fully suspended area, the printing time for the X1C version increased from 4 hours and 14 minutes to 4 hours and 19 minutes. However, the overhang areas are now printed much better. The left side shows the original version, while the right side displays the optimized version.
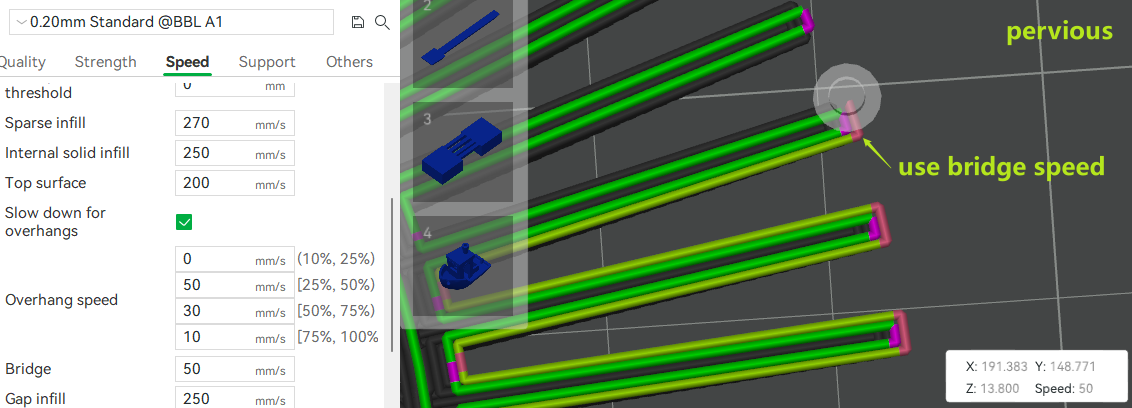
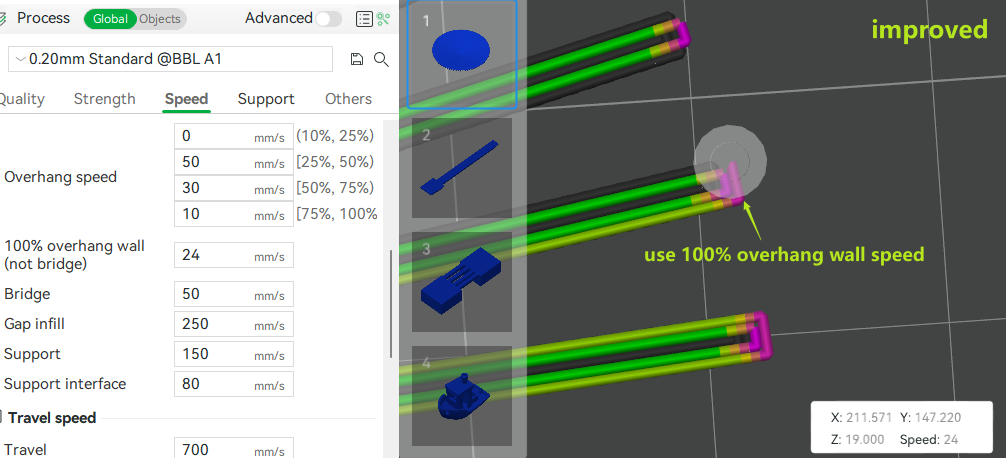
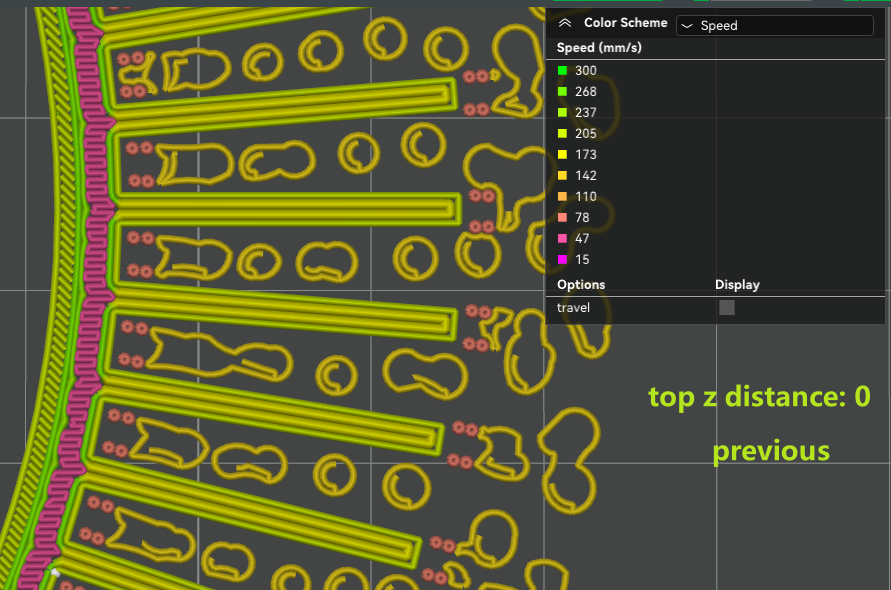
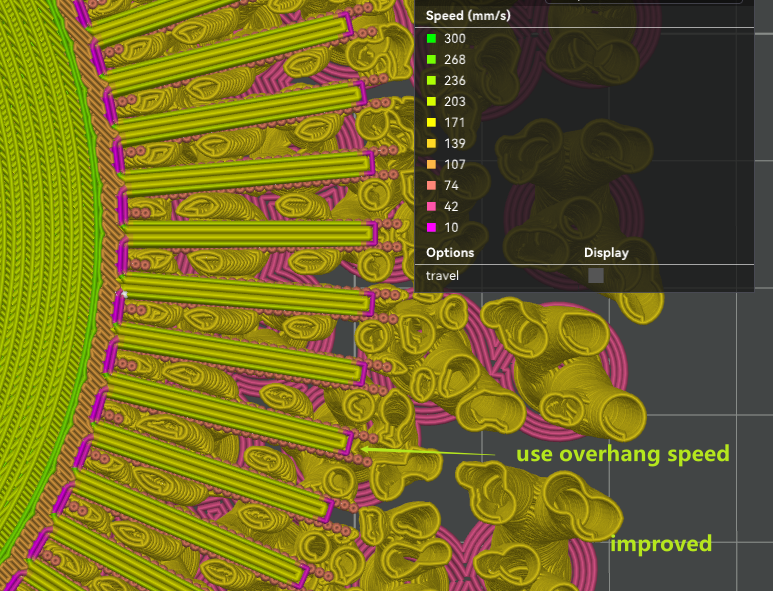
b. Differentiate between bridge walls and 100% overhang non-bridging walls, and use different printing speeds to improve the print quality of the 100% overhang non-bridging walls.
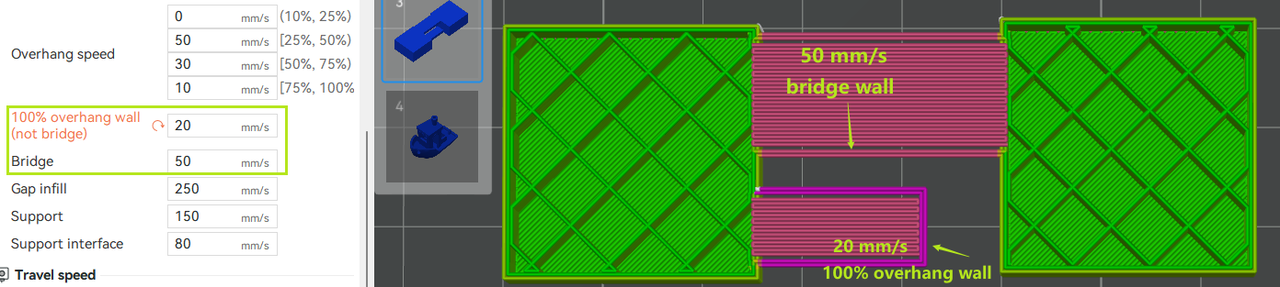
The left image shows the original version where the bridge speed is used for A1 100% overhang non-bridging walls, while the right image shows the improved version where the speed set for non-bridging walls is used for 100% overhang non-bridging walls.
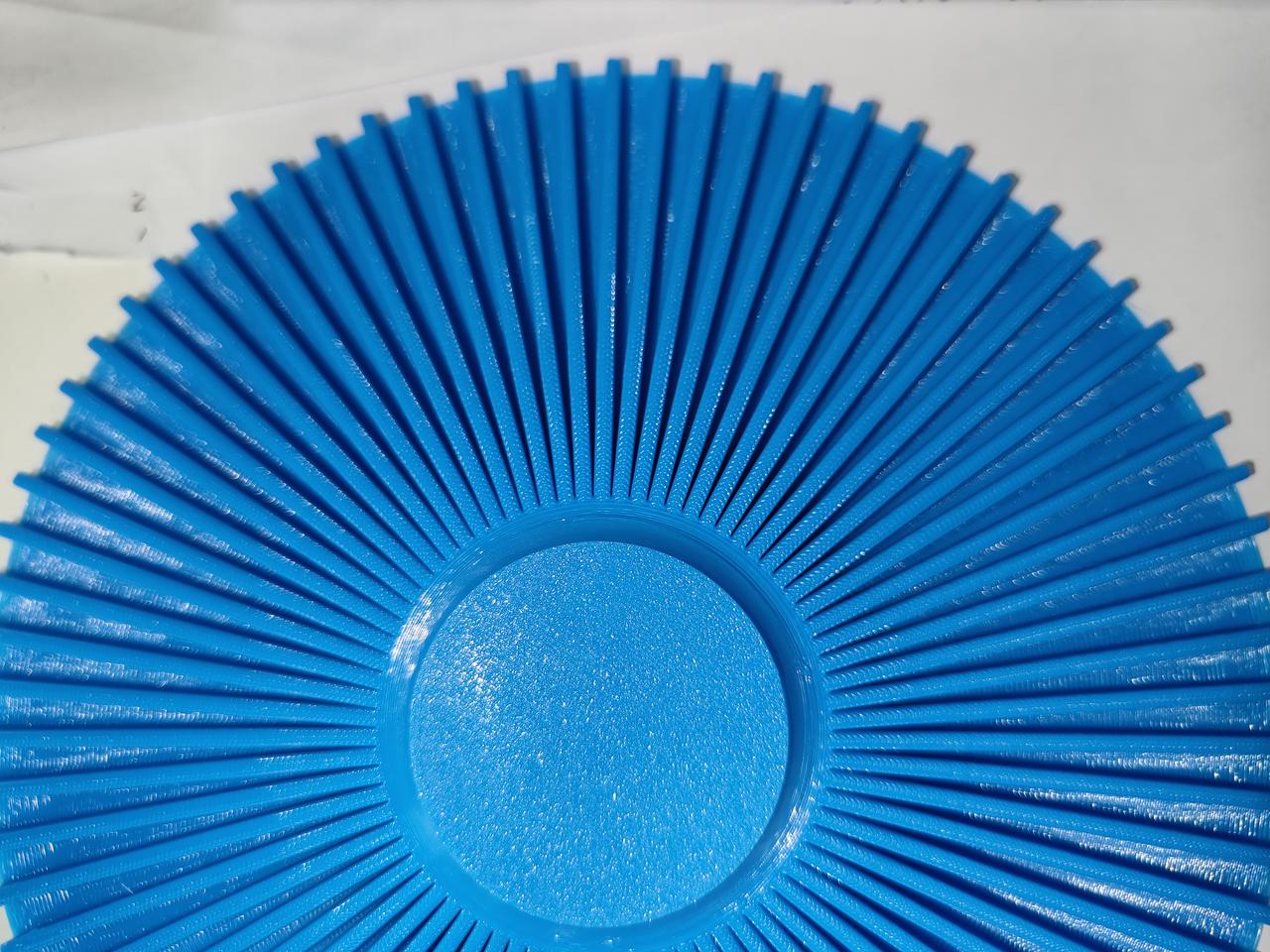
With improvements in both aspects A and B, the printing time for A1 increased from 4 hours and 47 minutes to 5 hours and 4 minutes, resulting in better print quality. The left side shows the print result before optimization, while the right side shows the result after optimization.

-
Some translations improvements.
-
Add more QIDI profiles, by @HYzd766
¶ Bugfix
-
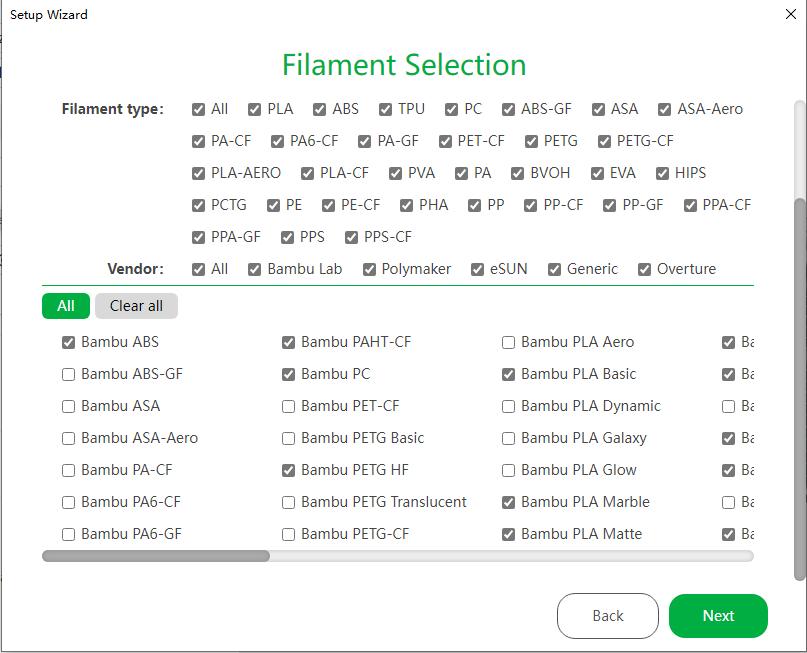
Fixed the issue where the material list occasionally failed to display on the Setup Wizard page.
-
Fixed the issue that the 0.2mm nozzle extrusion calibration time is too long.
-
Fix the issue of using wall speed incorrectly for overhangs when the support distance is set to 0 in Arachne mode.
- The maximum volumetric flow rate limit for materials does not affect the speed limit for the skirt edge support.
- Fixed the issue where the Studio would crash when the material cleaning tower rotated for the second time.
- Fixed the issue where changing the tree brim width does not take effect with organic tree supports. https://github.com/bambulab/BambuStudio/issues/4487 https://github.com/bambulab/BambuStudio/issues/4066
- When height modifiers are used, do not use organic tree supports. https://github.com/bambulab/BambuStudio/issues/4313
- Tree supports no longer break long bridges. https://github.com/bambulab/BambuStudio/issues/4318
- The Fuzzy Skin option now uses true randomness to prevent the appearance of patterned textures on the surface. https://github.com/bambulab/BambuStudio/issues/4253, @SeaRyanC
- Fixed the issue where the "Add Preset" function would cause a crash.https://github.com/bambulab/BambuStudio/issues/4320
- The results in the PA calibration management interface are now sorted in alphabetical order.https://github.com/bambulab/BambuStudio/issues/4029
- Fixed some compiling issues, @penguineer @LightTreasure
- Fixed some text typo, @t3chguy