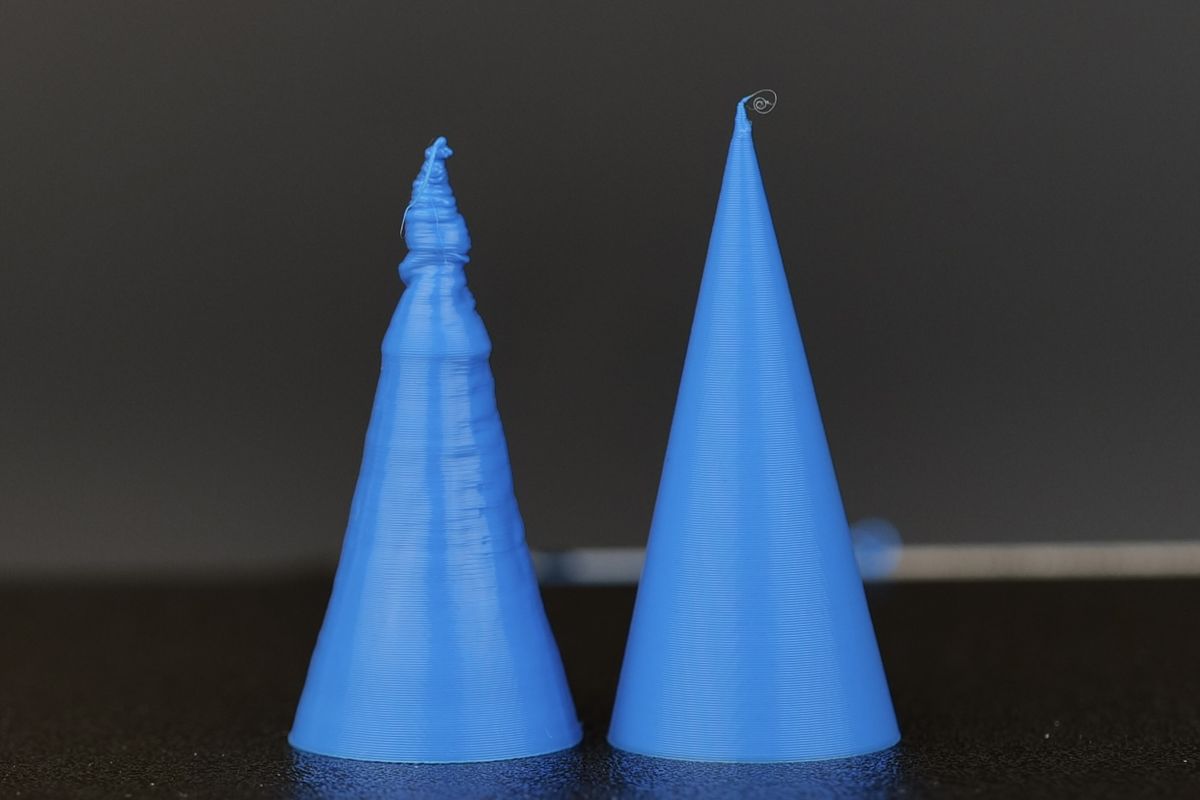
¶ Overheated layers, droopy prints
In the example below, the cone on the left was printed fast with the part cooling fan not working, while the second cone was printed with the stock print settings with the part cooling fan turned on.
¶ Potential causes and solutions
¶ 1. Part cooling fan not working
The most common reason for overheated layers and droopy prints like in the example above is the part cooling fan.
If not enough cooling is applied to the print, the printed layers don't have enough time to cool and solidify as expected.
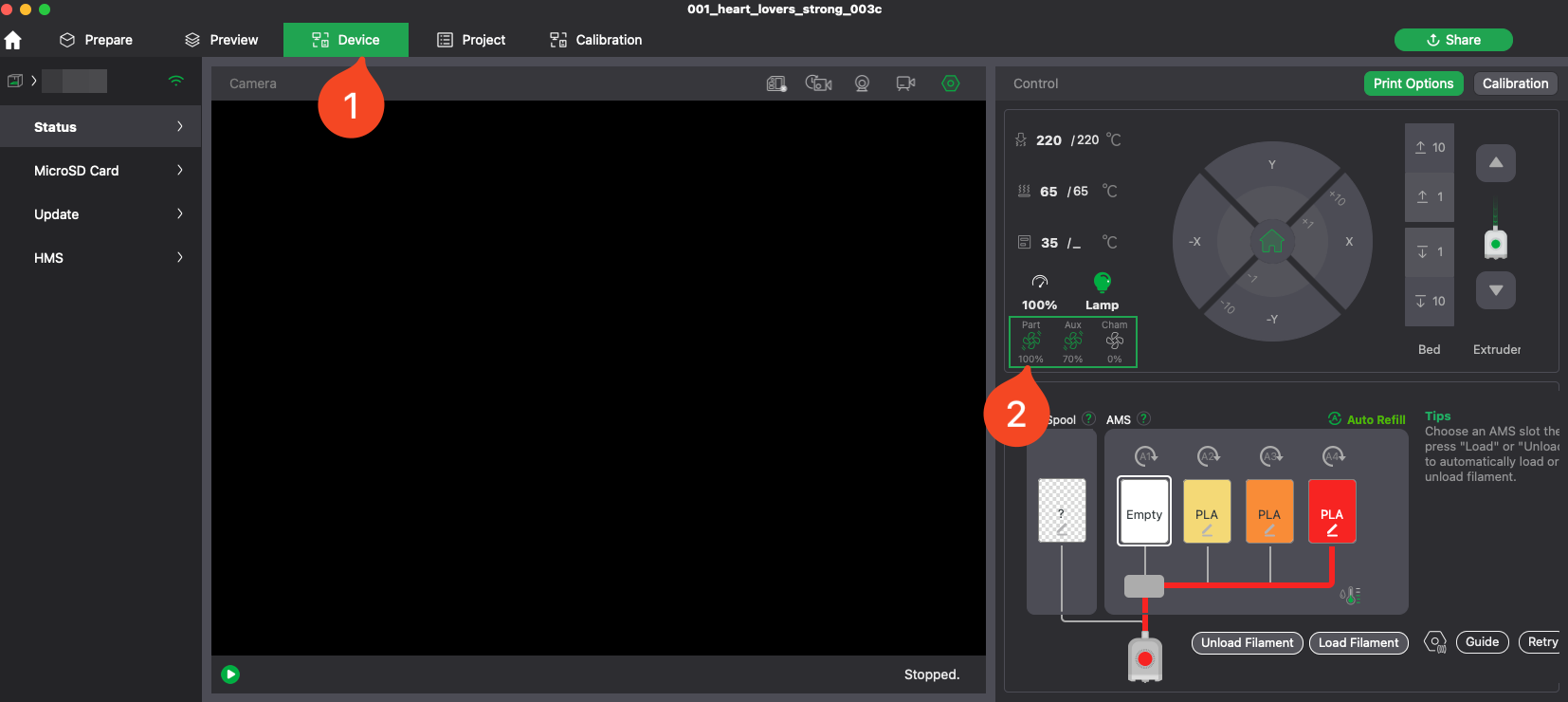
To this problem, we first recommend trying to turn on the part cooling fan using the Bambu Studio controls under Device → Part cooling fan section.
Turn the part cooling fan to 100% and confirm if the fan is spinning.
If the fan is spinning correctly, the issue is related to the printing profile and settings you have selected for your print.
If the fan is not spinning as expected, then the issue can be related to a faulty Part Cooling Fan, bad wire connection to the part cooling fan, or something related to the Tool Head board.
¶ 2. Printing speed is too fast
Another reason for bad quality prints where the layers overheat and look bad is if you are printing too fast. Setting the print speed higher with Sport and Ludicrous on small models doesn't increase the part cooling performance.
When the print speed is increased using these options, more cooling is required.
For best results, we recommend adjusting the print speed settings in the slicer, instead of adjusting them from the screen options.
¶ 3. Filament temperature set too high
If the filament temperature is set too high, the filament can overheat in the hotend and can cause bad quality prints.
The filament temperature should be directly adjusted in accordance to the print speed used.
As an example, the PLA filament temperature configured in Bambu Studio is 220C which should work best for the default print speed settings in the profile.
If you decide to print with the Silent print speed configuration, you might want to set the hotend temperature to 210C as the print speed is lowered to 50%, which doesn't require as much heat for efficient extrusion.
¶ 4. Minimum Layer Time too small
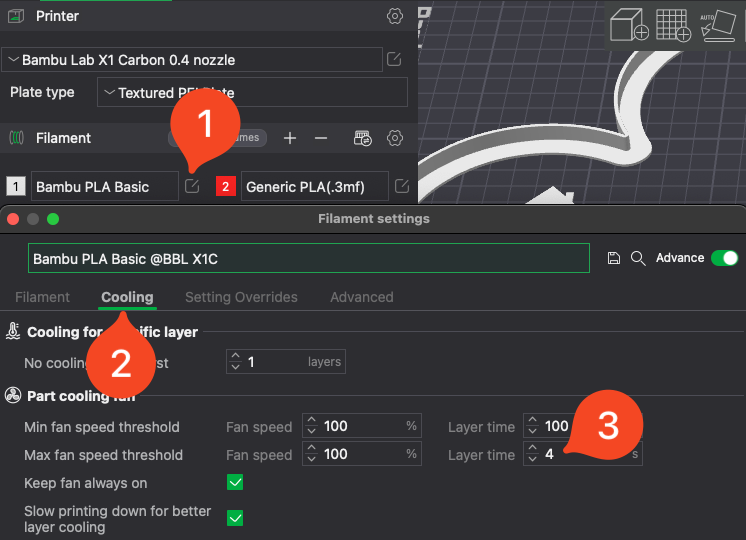
One way to limit the print speed according to cooling capabilities, is by setting the Minimum Layer Time in the Filament Settings.
As an example, this setting ensures that the printer will take at least 4 seconds to complete a layer before moving to the next one.
If the layer takes more than 4 seconds, the print speed will be slowed down to ensure adequate cooling.
The Filament settings are fine tuned according to each filament requirements. PLA usually needs as much cooling as possible, while other filaments like ABS and ASA need less cooling.
If you have problems with overheating layers, it's best to increase the Layer Time with a few extra seconds which will give the model enough time to cool before the next layer is printed over it.
Please note: This is commonly a problem when printing very small objects. Larger models are not usually affected by this, as it takes longer to print a layer and there's enough time for it to cool down.
¶ End Notes
We hope that the detailed guide we shared with you was helpful and informative.
If you have any concerns or questions regarding the process described in this article, we encourage you to reach out to our friendly customer service team before starting the operation. Our team is always ready to help you and answer any questions you may have.
Click here to open a new ticket in our Support Page - We will do our best to respond promptly and provide you with the assistance you need.