Caution: This function is currently under development and may produce inaccurate results. It is recommended for experienced users only. Please exercise caution when using calibration settings, as incorrect flow rate settings can potentially damage your printer, including causing nozzle clogs or extrusion clogging.
¶ Why do we need to calibrate flow ratio?
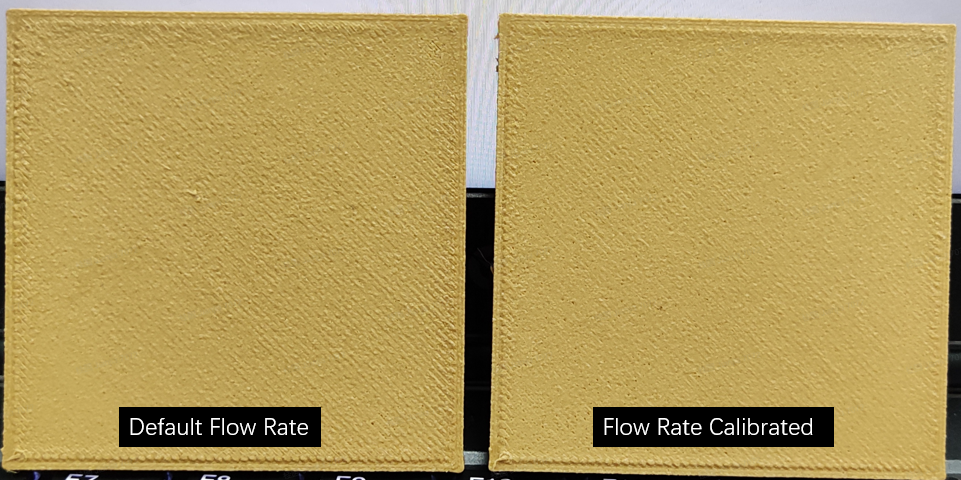
FDM 3D printing utilizes heat to fuse materials into components. However, the behavior of diverse materials, particularly unique and innovative filaments such as wood filaments or active foaming ones, may fluctuate unpredictably during the printing process due to elements like heat-induced expansion. Inconsistencies in filament production can also introduce variations in extrusion. Furthermore, improper long-term storage conditions, such as highly humid environments, can compromise filament quality, resulting in unforeseen alterations in the printing process. Occasionally, minor mechanical wear from long-term use can also cause bad extrusion. Inaccurate extrusion volumes invariably compromise print quality.
If these flow rates are accurately calibrated, our printer can achieve enhanced compatibility with a diverse range of filaments, enabling us to utilize even flawed or special filaments to improve the overall printing quality.
¶ How was flow calibration done and their limitation?
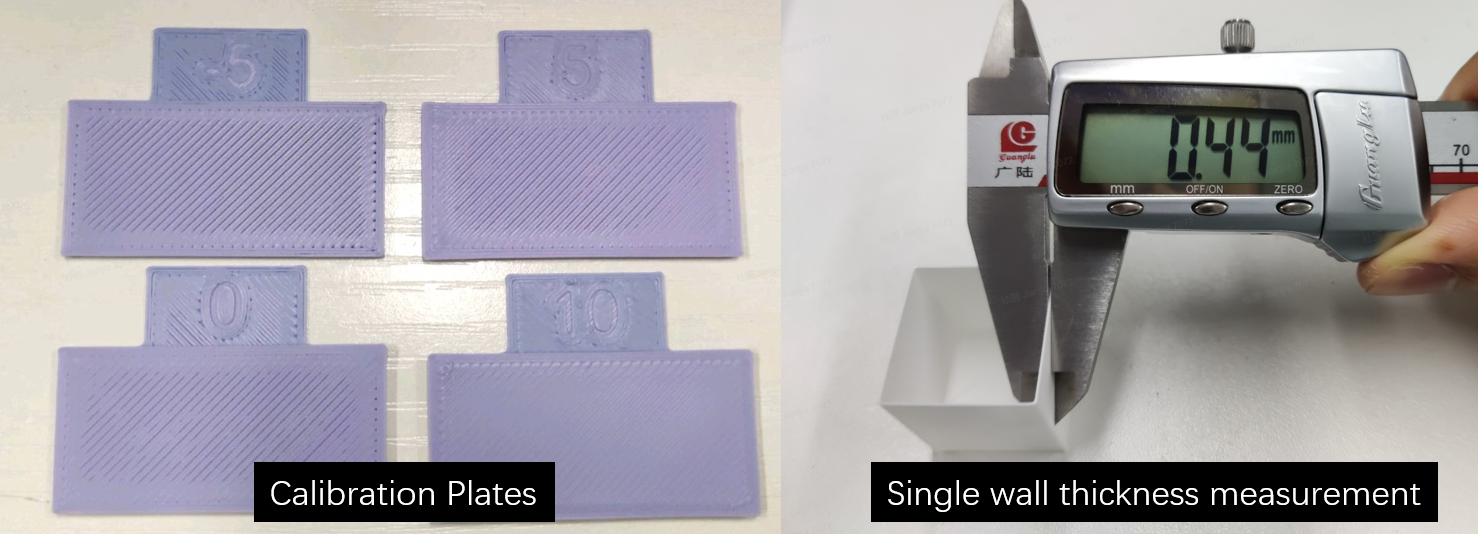
Some people turn to adjusting E-steps and flow ratios to address extrusion issues. A typical calibration method involves printing test plates and assessing their quality visually. However, these tests might not fully reflect actual printing conditions, nor do they provide a direct measure of the extrusion volume. Hence, their reliability and precision can vary.
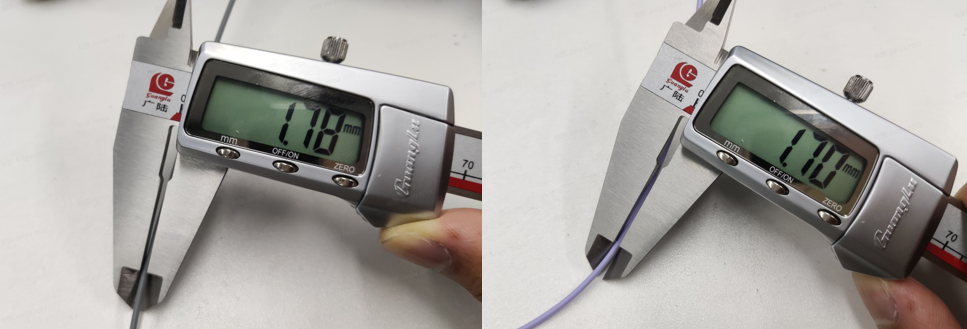
Others may resort to printing a single-wall cube and then measuring the wall's thickness. However, the rounded nature of each extrusion line's sides can pose a challenge to accurate flow rate measurement, making the reliability and precision of these methods vary.
Some users often adjust various parameters in an attempt to enhance print quality. However, these tweaks can lead to inconsistencies across different parts or settings. Special materials, such as mildly expanding wood filament or significantly expanding foaming materials like PLA-Aero or LW-ASA, might need flow calibration to maintain quality and avoid over-extrusion. In the case of lightweight foaming filaments like wood filaments, calibration could potentially mitigate over-extrusion and improve surface quality.
¶ Flow ratio calibration with Bambu Lab Micro Lidar
Here, we utilize the high-precision Bambu Lab Micro Lidar to help ascertain the optimal flow ratio, which in turn, enhances your print quality.
¶ Principle
Bambu Lab's high-precision Micro Lidar offers a transformative solution by enabling direct volume measurement during the printing process. This innovative feature opens up a new frontier in fine-tuning your extrusion settings.
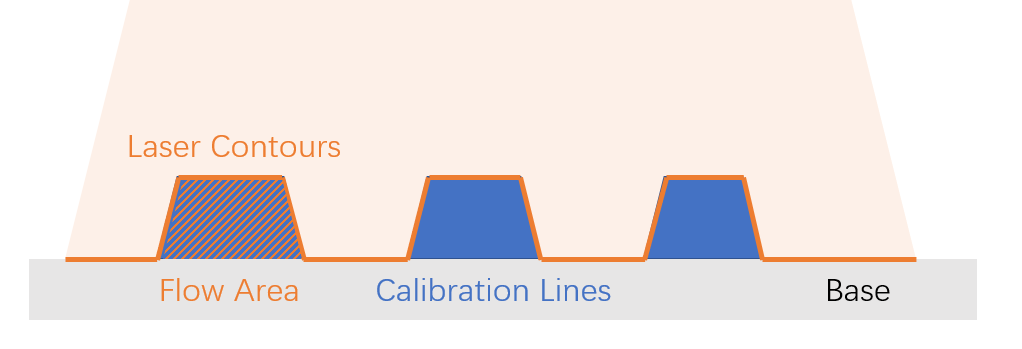
Our proposed method involves printing a set of extrusion lines under conditions that closely mimic real-world printing. These calibration lines, printed at various speeds to best simulate actual conditions, are then scanned by Micro Lidar to calculate the real extrusion volume. However, it's important to note that behind this seemingly straightforward procedure lies a complex series of image and signal processing algorithms. These intricate processes, combined with our intelligent algorithms, assist in recommending optimal flow rate settings for your prints, taking into account any filament inconsistencies or the effects of poor storage conditions.
¶ How to perform Flow Rate Calibration with Micro Lidar
To execute a Flow Rate Calibration, initiate the process at Bambu Studio. The calibration entry is located in the calibration tab of Bambu Studio (Version > 1.7), alongside Flow Dynamics Calibration. It is advisable to conduct a Flow Dynamics Calibration prior to the Flow Rate Calibration.
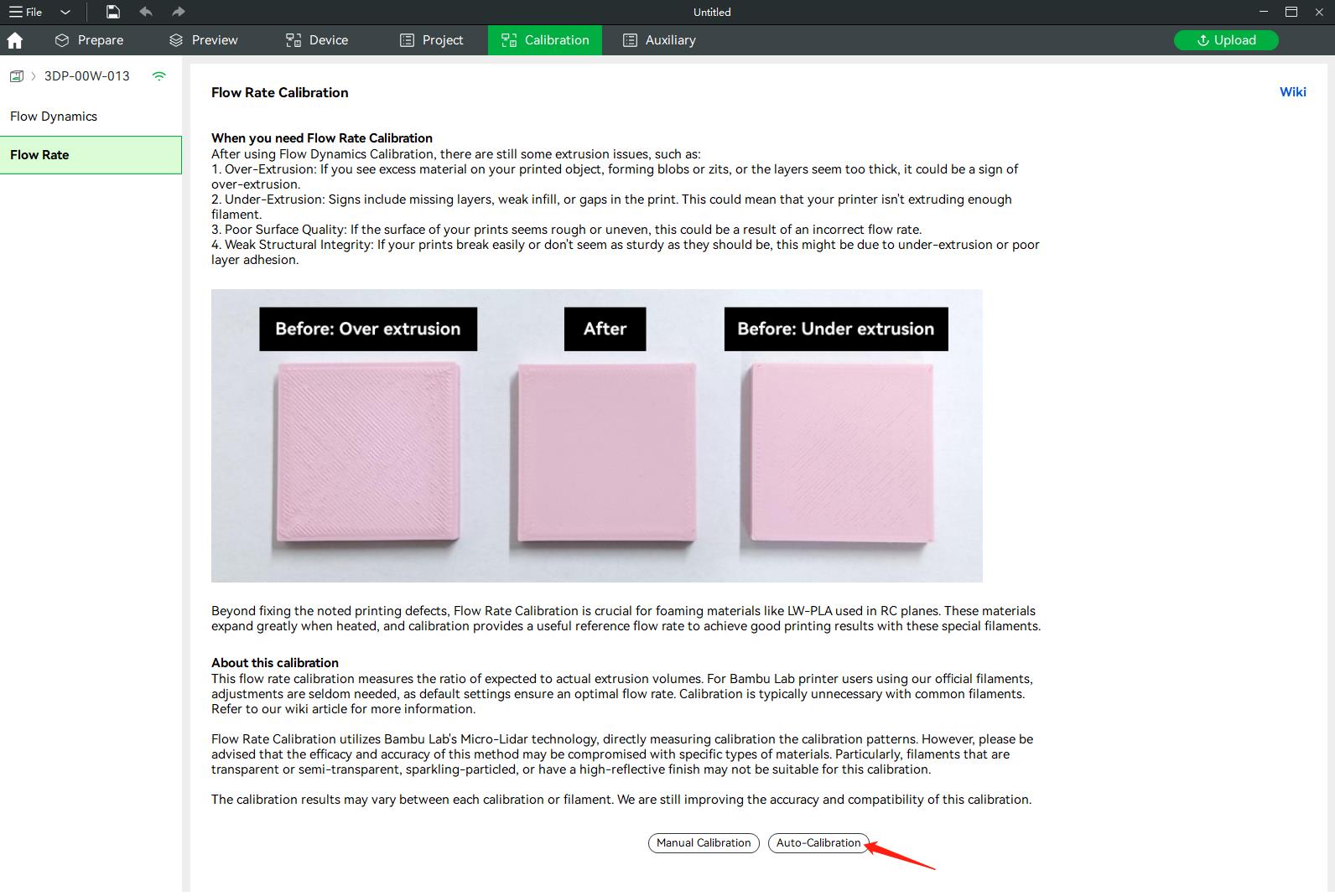
It's imperative to thoroughly read the preparation page before clicking "Auto-Calibration". Incorrect execution of this process can pose risks to the machine.
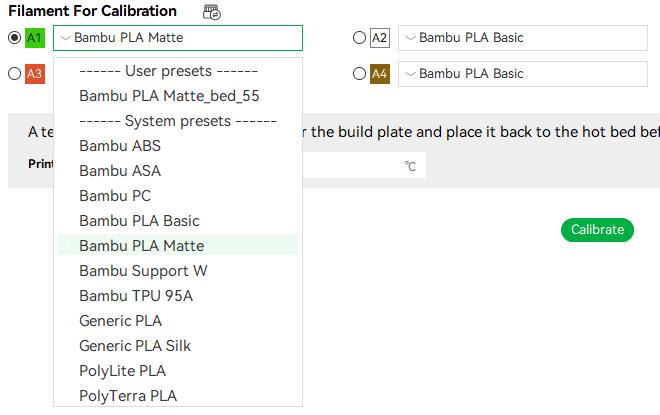
Important: select the filament preset that matches your filament.
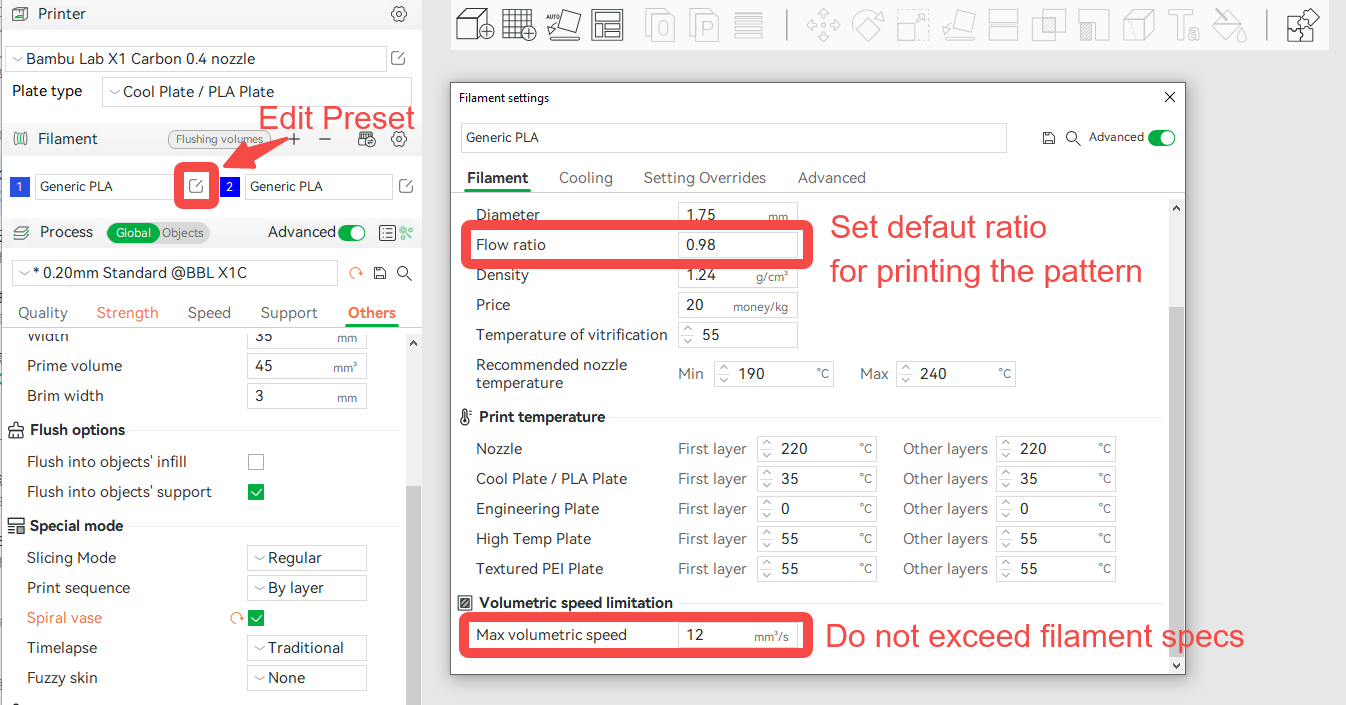
For third-party filaments, you can modify the filament preset within the filament settings. The most pertinent parameters are the default flow ratio and maximum volumetric speed. An incorrect maximum volumetric speed can lead to nozzle clogging.
For a full tutorial, please follow the wiki tutorial for Bambu Studo.
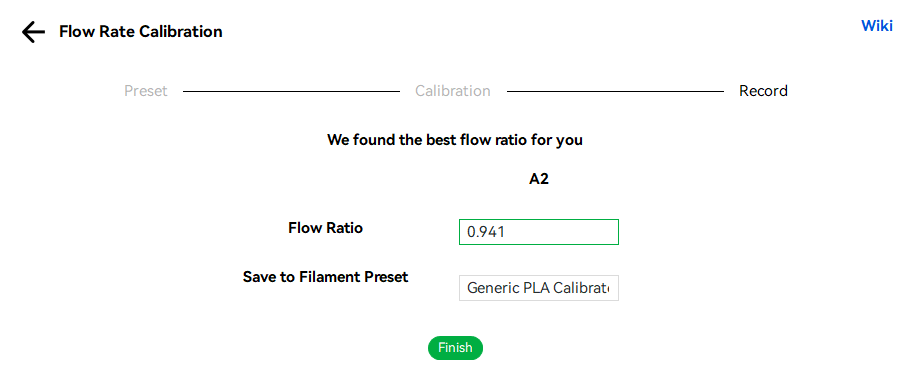
The calibration will take a few minutes to complete. Upon completion, a recommended flow ratio will be presented. Prior to saving a filament preset, you have the option to adjust the result or alter the name of the preset.
¶ What filament can be used to calibrate and what cannot
Given the high accuracy required and the challenges this direct measurement entails, it is not universally compatible with all filaments at present. We are working on enhancing stability and compatibility.
Filaments with special reflective finishes (such as sparkle, marble, metal, and silk PLA) can interfere with measurement accuracy and are thus unsuitable for calibration.
Transparent or semi-transparent filaments are not supported.
Special Notice: For foaming filaments that expand significantly (such as PLA Aero or LW-ASA), it's advised to start with a lower flow rate (for instance, 0.6).
The table below summarizes common incompatible filaments. Filaments not included in this table may also fail due to their unique properties.
| Filament | Surface Finish | Reason |
| PLA |
Sparkle Marble Metal Silk |
Distractive surface finish |
| ALL |
Transparent Semi-transparent |
Not compatible |
| TPU | Unable to print calibration lines |
¶ How to know if the calibration was unsuccessful?
When the calibration result returns "Fail", it signifies that the pattern could not be partially or completely captured. You may rectify the issue below and attempt another calibration. Calibration may fail for several reasons. Besides the unsupported filaments listed above, the most common causes include obscured or unclear calibration patterns and incorrect filament settings.
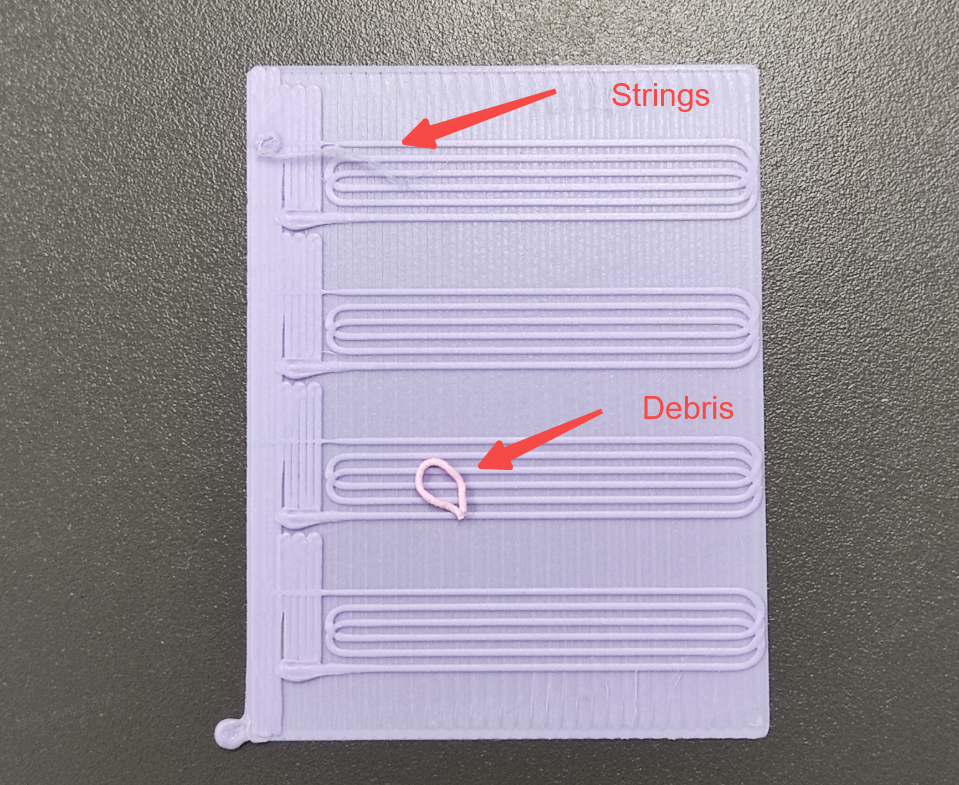
¶ Obscured or unclear calibration patterns
Certain filaments may produce strings or debris that obscure the calibration pattern during laser scanning. Debris can originate from excessive filament leakage during scanning, or simply from remnants of the last print that are blown around by the fans. Try removing the pattern and initiating another round.
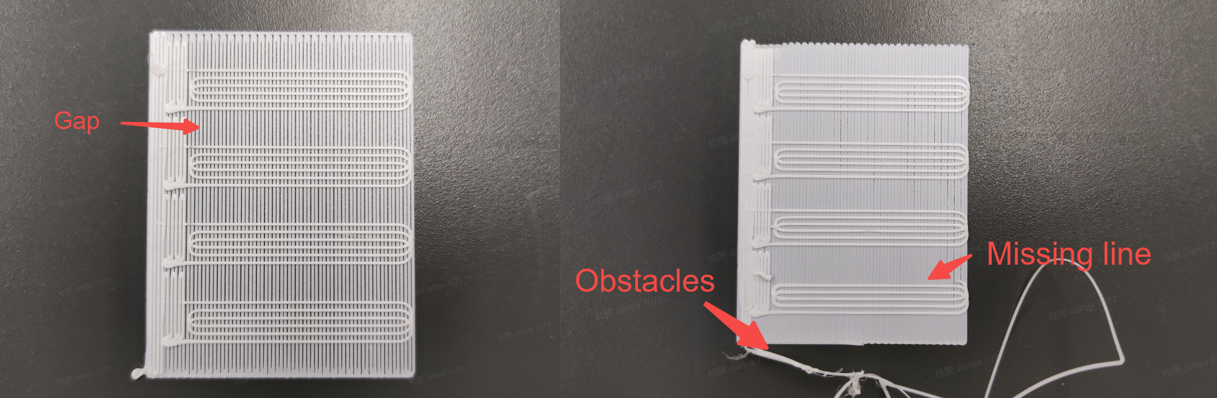
¶ Incorrect filament setting
To calibrate a filament, it's necessary that the calibration pattern can be printed, although it doesn't need to be flawless. Incorrect filament settings, for instance, inappropriate bed temperatures that prevent the calibration pattern from adhering to the bed, an incorrect starting filament ratio, or incorrect filament type when using third-party filaments, can result in a failure to print a calibration pattern or create calibration lines that are either too wide or too narrow.
For example, if you attempt to calibrate a third-party PLA using a preset for PLA-Aero, which has an initial flow rate set to 0.6, this can result in significant under-extrusion while printing the pattern.
¶ Other possible issues that cause calibration fail:
- Incompatible filaments.
- Wrong filament presets or bed type.
- Dirty Lidar Lens - Clean the lens.
- Dirty heat bed that the pattern falls out during printing.
If the calibration results are not satisfactory, you can either attempt the process again or input your estimated flow rate into the filament preset, and start from there.
¶ How to use the calibration result
After calibration, the result can be stored in a filament preset. Alternatively, you can jot down the number directly on the filament roll.
For future printing projects, you can use the calibrated preset to slice your print in Bambu Studio.
¶ END NOTE
We hope that the detailed guide we shared with you was helpful and informative.
We want to ensure that you can perform it safely and effectively. If you have any concerns or questions regarding the process described in this article, we encourage you to reach out to our friendly customer service team before starting the operation. Our team is always ready to help you and answer any questions you may have.
Click here to open a new ticket in our Support Page.
We will do our best to respond promptly and provide you with the assistance you need.