¶ Why dry the filament?
When filaments are exposed to moisture in the air, printing may result in problems such as stringing and easy breaking.To address the printing quality issues caused by moisture in the filaments, it is necessary to dry the filaments.
To make it more convenient for users to dry filaments, we utilize the following two functions in the printer to create a drying environment:
The heating function of the heatbed.
The enclosed space of the printer.
Note:
P1P / A1 / A1 mini are open printers and don't support filament drying. Please don't use them for this purpose as they will not produce the expected results.
¶ Parts Required
It is necessary to cover the filaments with a filament packaging box or a self-printed PC box.
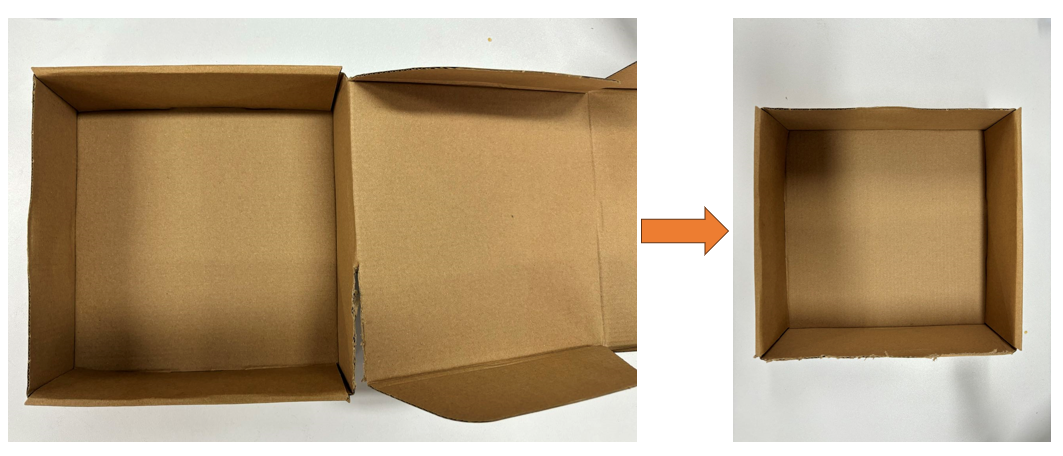
For the Filament packaging box
For using a filament packing box, it is necessary to tear open one side of the box in advance.
For the self-printed PC box
Download link for the PC box model: Bambu Filament Drying Cover
¶ Precautions
Please carefully follow these instructions and precautions when using them; otherwise, Bambulab will not bear any responsibility for the above risks.
The filament drying function can cause some problems, as exemplified below:
- Some third-party spools are not temperature-resistant enough, so spool deformation during drying is possible.
- There is a risk of clogging the tool head if the heatbed is not in the lower half of the chamber during drying and there is filament like PLA, PETG and TPU in the hotend.
¶ Step 1: Prepare the Printer for Drying
Remove anything that may be under or above the heatbed to avoid collisions with the heatbed, and remove the filament from the tool head to avoid the risk of clogging.
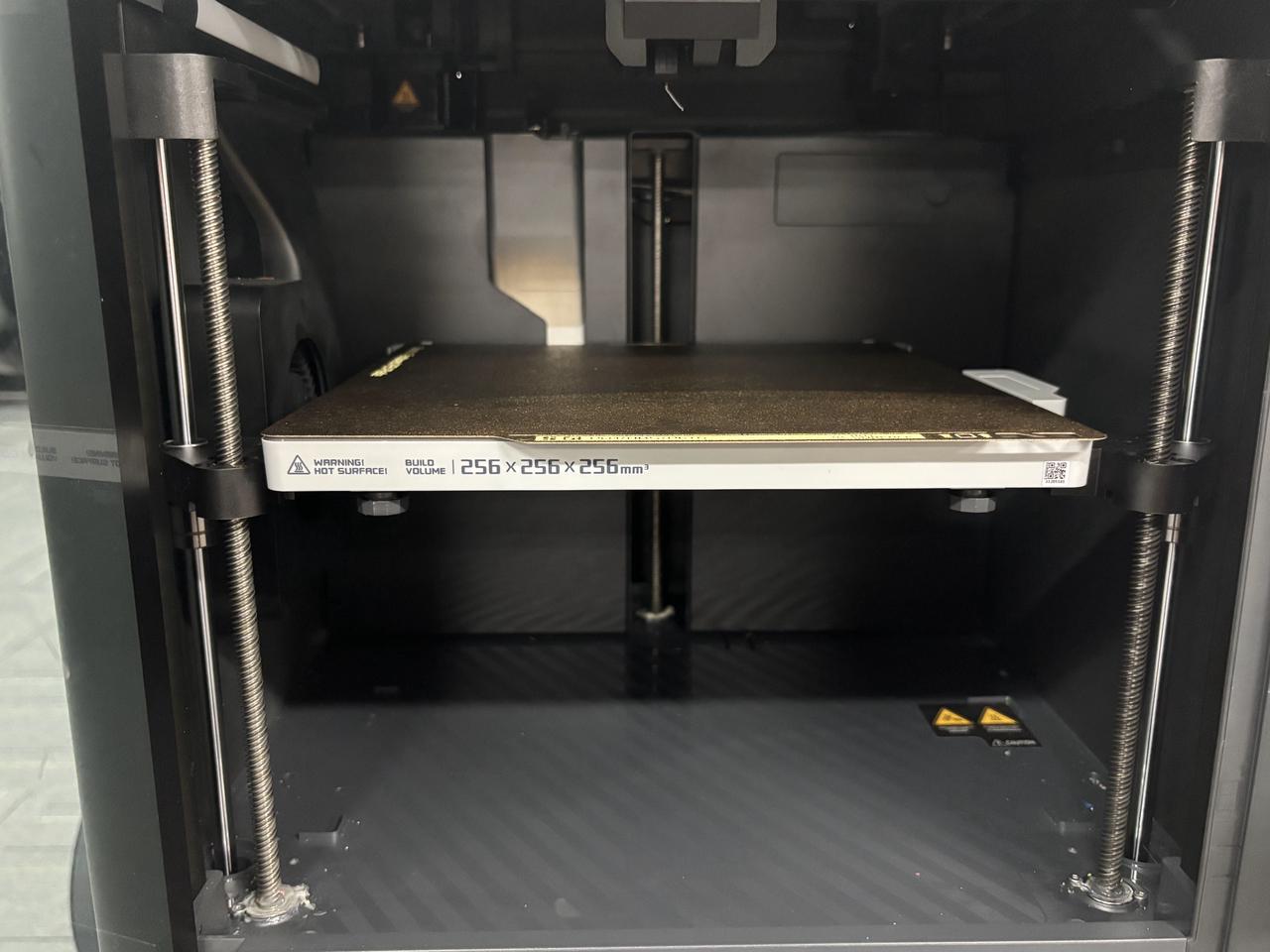
¶ Step 2: Move the heatbed to the Bottom
¶ For the X1C
Click the “Prepare” button to move the tool head and heatbed to the preset positions.
 |
 |
¶ For the P1S
Home the printer first and wait for the heatbed to complete the homing process:
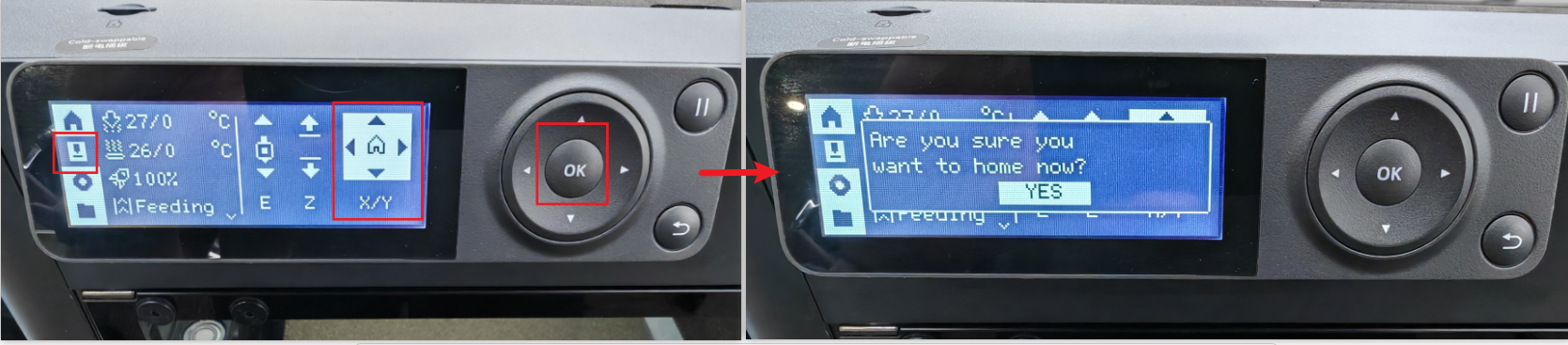
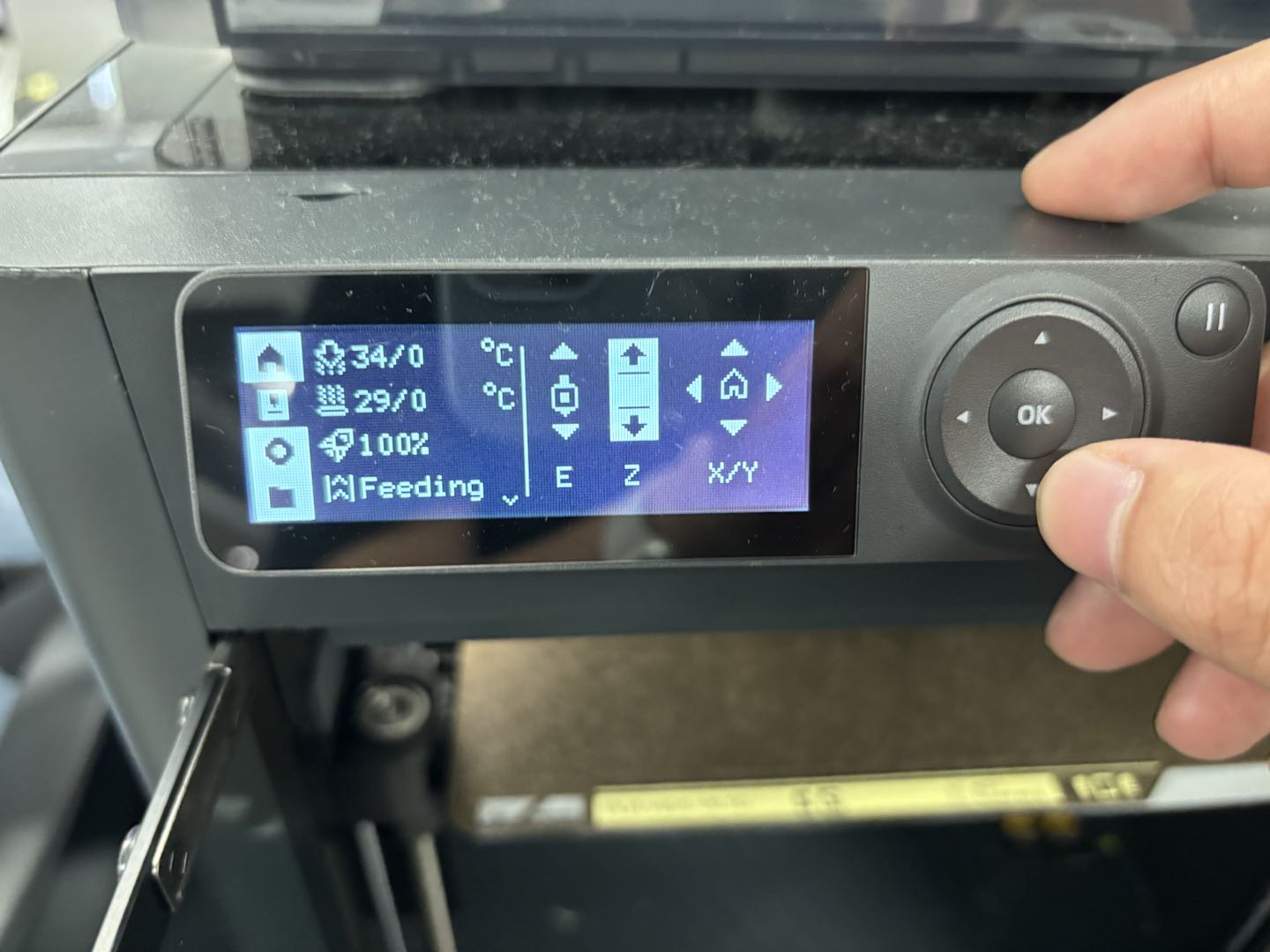
After completing the "Homing” steps, use the screen to control the heatbed and lower it to the bottom of the printer.
 |
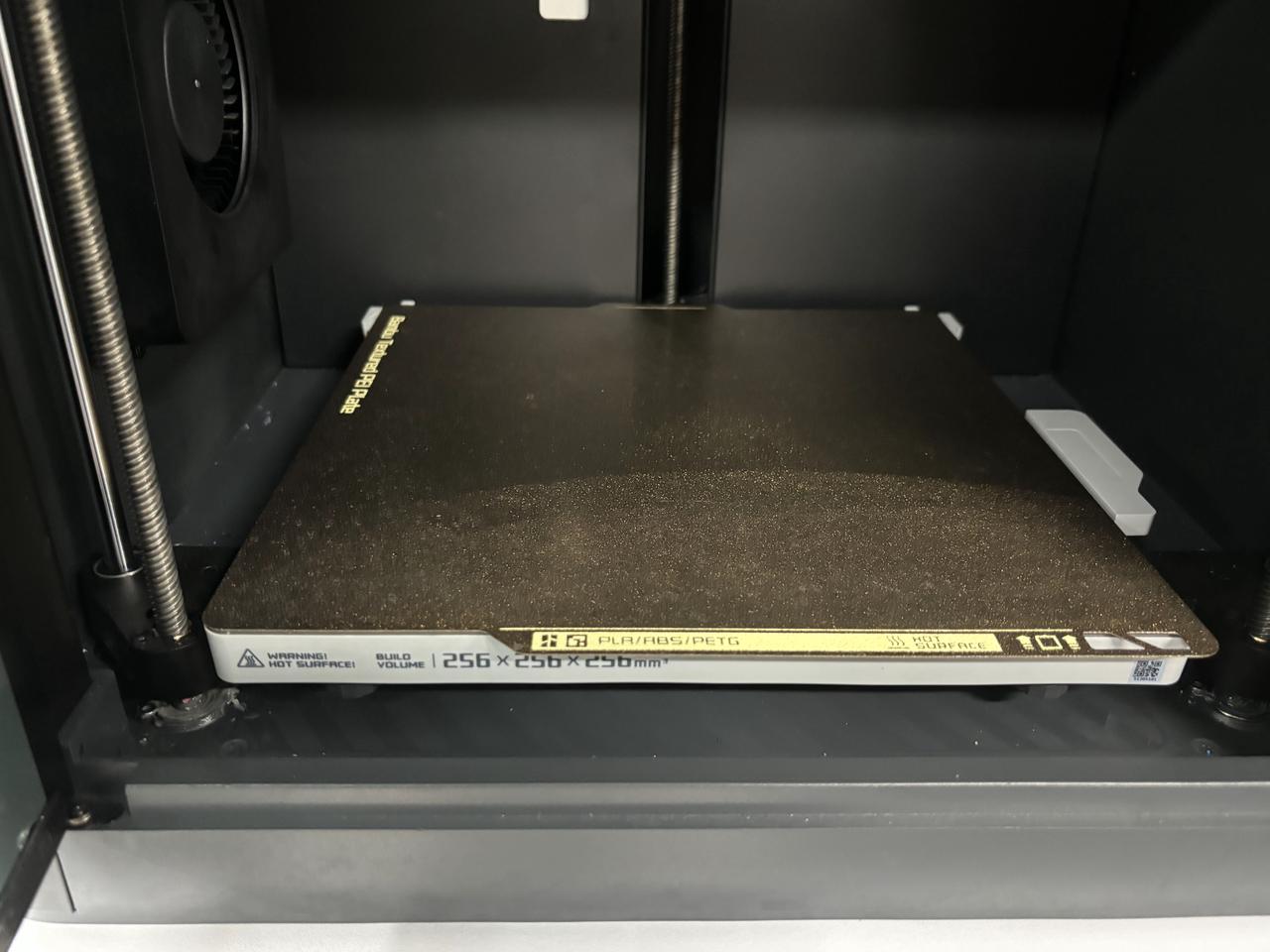 |
¶ Step 3: Placing the filaments
Place the filaments on the heatbed, then cover them with a filament packing box or a self-printed PC box. Close the front door and the top cover securely.
Use the PC box to cover the filaments directly, and then start the drying process.
Use the filament box to cover the filaments directly, and then start the drying process.

Note:
It is necessary to cover the filaments with a filament packaging box or a self-printed PC box. Throughout the process, make sure to tightly close the top cover and securely fasten the front door to ensure that the temperature inside the filaments' space reaches a higher value.
¶ Step 4: Set the heatbed Temperature and Start Drying
Regarding the drying process, you can refer to the following table for the recommended heatbed temperatures:
|
Filament |
Heatbed Temperature / ℃ |
Dry Time / h |
Turn Over Time / h |
|---|---|---|---|
|
PLA、PLA-CF/GF |
65 - 75 |
12 |
Every 6 |
|
Support for PLA/PETG |
65 - 75 |
12 |
|
|
PETG、PETG-CF |
75 - 85 |
12 |
|
|
ABS、ASA |
90 - 100 |
12 |
|
|
TPU |
80 - 90 |
12 |
|
|
PC |
90 - 100 |
12 |
|
|
PVA、BVOH |
90 - 100 |
12 |
|
|
Support for PA/PET |
90 - 100 |
12 |
|
|
PA6-CF/GF、PAHT-CF/GF、PET-CF 等 |
90 - 100 |
12 |
Using the printer's heatbed for drying PPA-CF/GF, PPS, and PPS-CF/GF may not be as effective as using a convection oven. If you need to dry these filaments using the printer's heatbed, it is recommended to set the heatbed temperature to 110°C and dry them for 12 hours.
However, it is highly recommended to use a blast (forced air) one for drying these filaments. Please refer this wiki:Filament Drying Recommendations
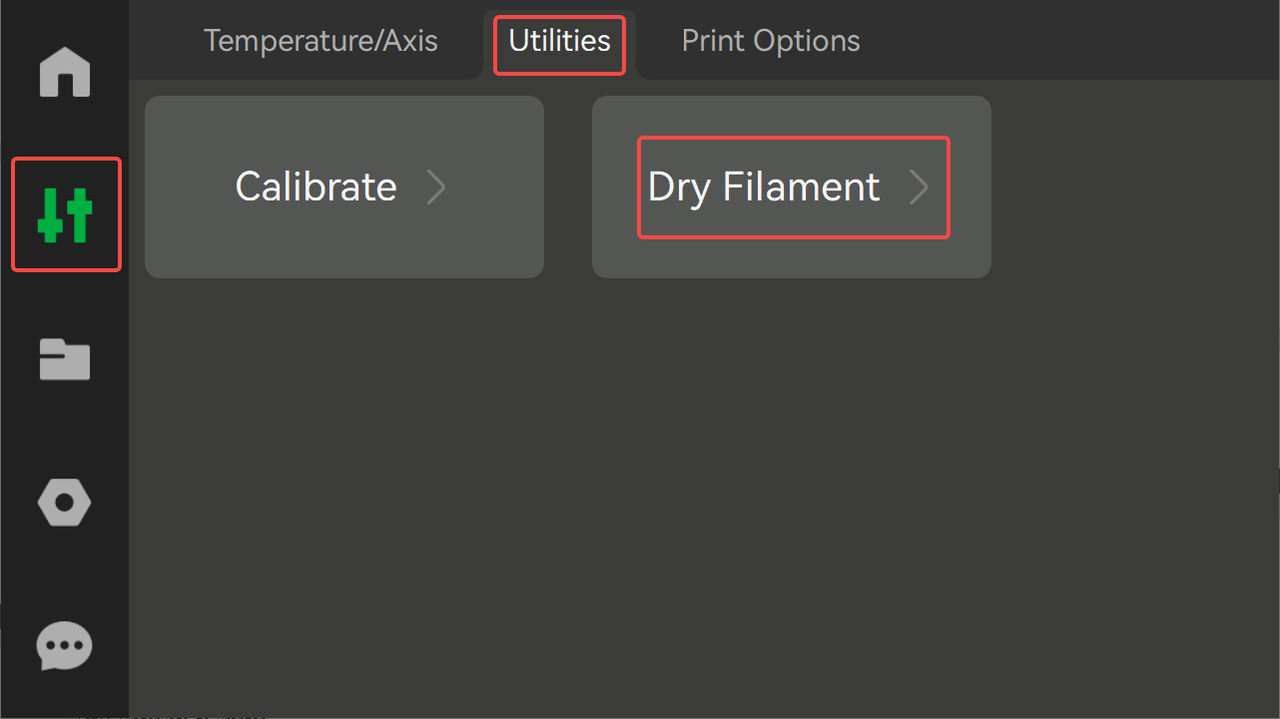
¶ For the X1C
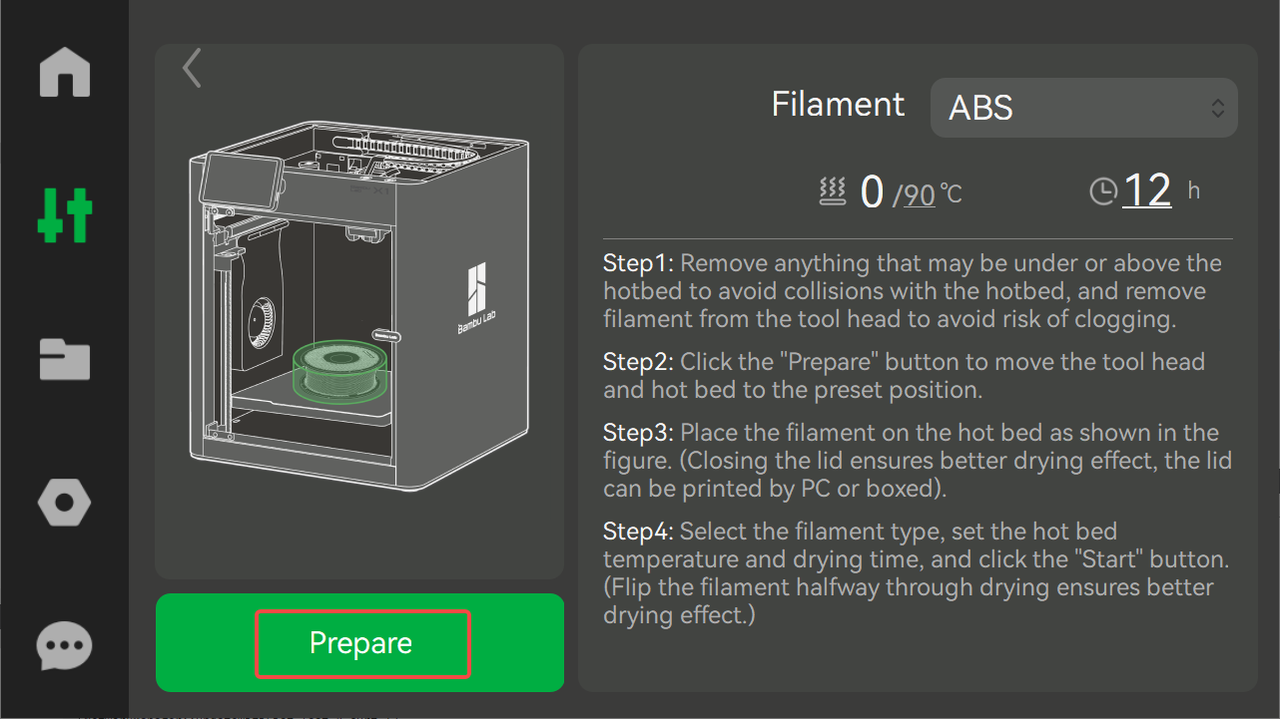
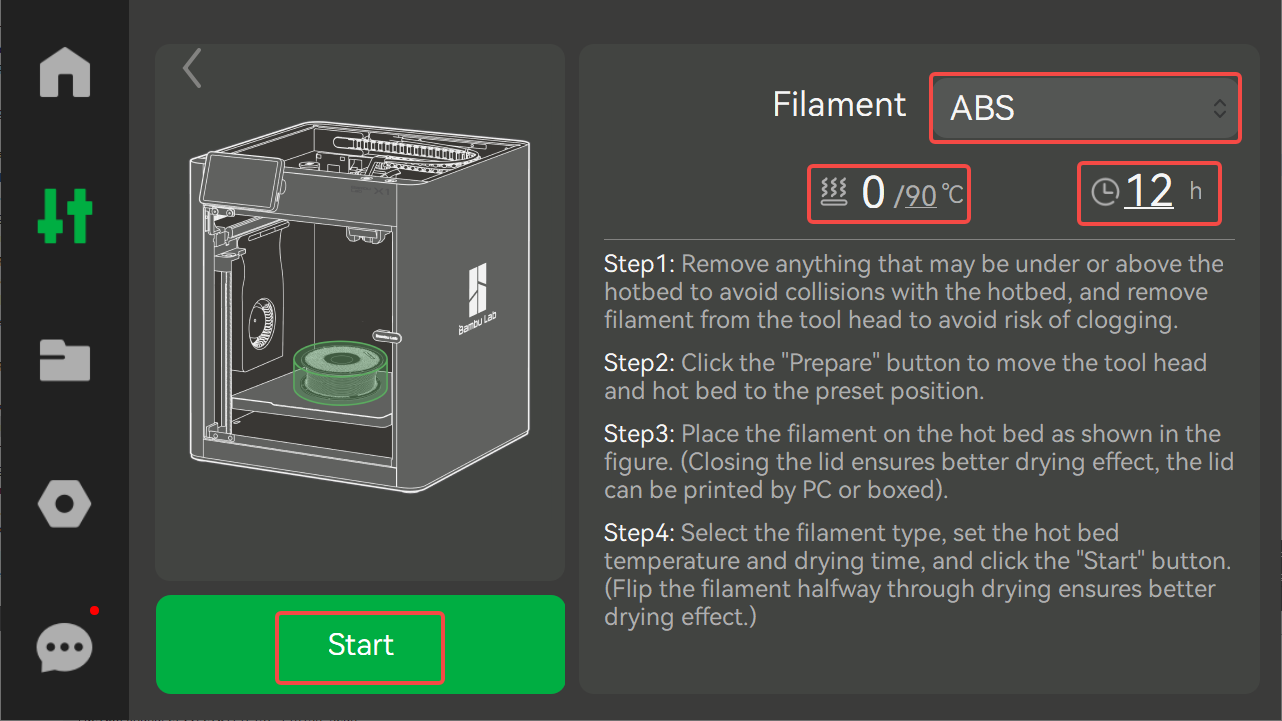
Select the filament type, set the heatbed temperature and drying time, and click the “Start” button.
For example, for ABS, you can select ABS in the "Filament", and the corresponding drying temperature and time will be automatically matched. Then click "Start" to begin the drying process.
Note: The provided translations are based on the information given and may need to be reviewed for accuracy and clarity.
¶ For the P1S
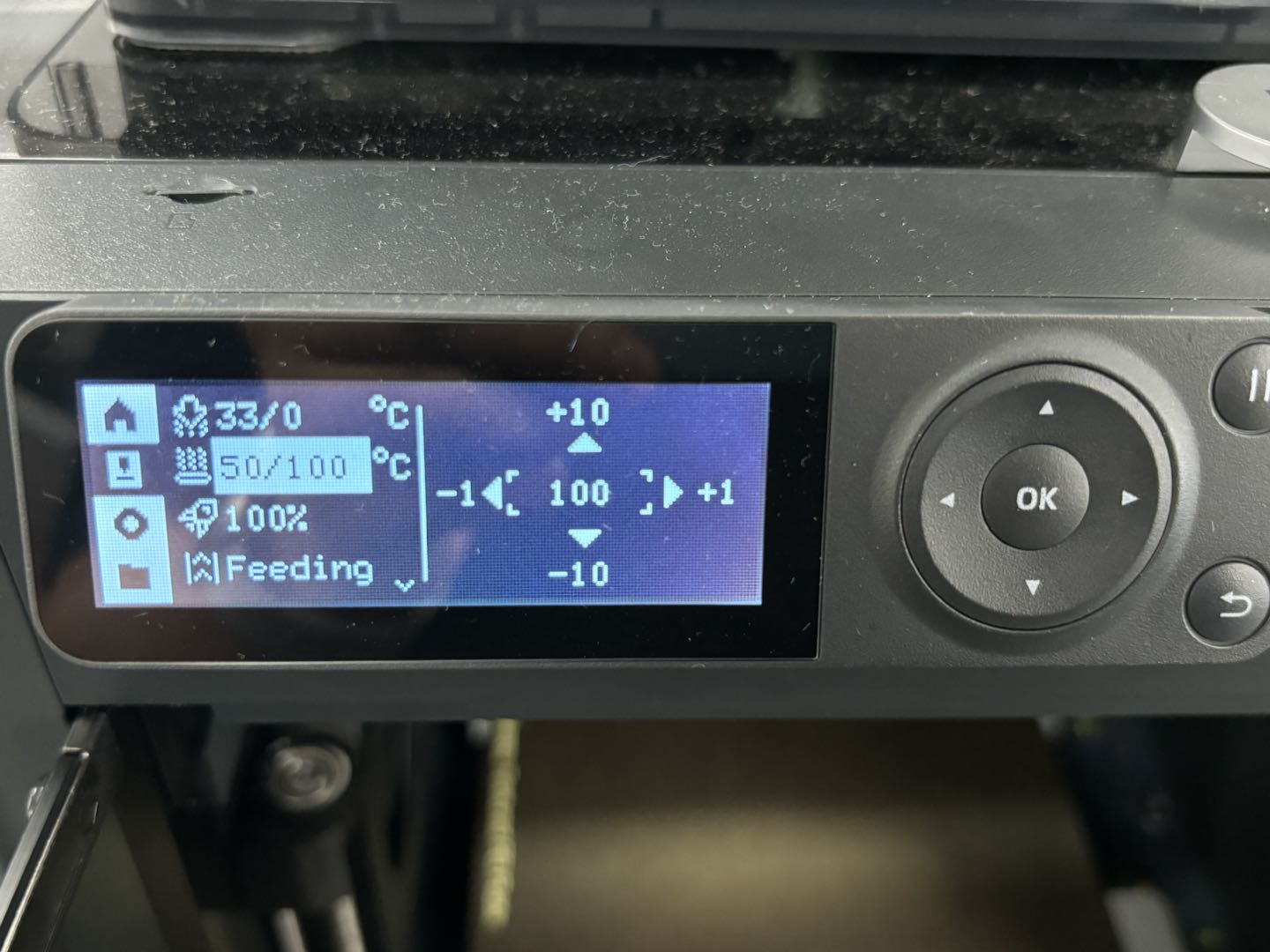
Since the P1S does not have a "Dry Filament" function, you will need to manually set the corresponding heatbed temperature and note down the start time for drying.
For example, for ABS, set the heatbed temperature to 100°C and record the start time for drying.
¶ Step 5: Flipping the Filaments During Drying
The closer the filaments are to the heatbed, the higher the temperature. Therefore, it is recommended to flip the filaments during the drying process to achieve better drying results. This will ensure more even drying of the filaments.
Please wear gloves when flipping the filaments to avoid burns.
¶ Step 6: Removing the filaments After Drying
Once the drying time is reached, click the "confirm" button(for X1C) or set the heatbed temperature to 0°C(for P1S). Wait until the filaments are no longer hot to the touch, and then promptly remove them for further handling.
After drying, please immediately use effective desiccants and seal the moisture-sensitive filaments in a container or AMS. It is important to use the dried filaments as soon as possible to prevent them from reabsorbing moisture. Different materials with varying moisture absorption capacities can start to degrade in print quality within 2 to 12 hours when exposed to air at standard temperatures and humidity levels. If the air humidity is higher, this timeframe will be shorter.