¶ What is the nozzle clumping detection?
Nozzle clumping usually refers to the phenomenon that the nozzle is wrapped by the filament during printing because the filament is not stuck on the build plate or some other reasons, resulting in printing failure or even damage to the hot end, extruder, and other parts, as shown in the following figure.
Because of the possibility of damage to the printer, the Bambu A1 series is equipped with a nozzle clumping detection feature to deal with this situation, when the printer detects that the nozzle is wrapped in molten filament, it automatically stops printing and alerts it to avoid further damage to the printer after the wrapping.
Please note that the Nozzle Clumping Detection is not a fail proof option to detect problems.
It is meant to assist with potential problems, but it is not a guaranteed solution. There might be some detection issues, depending on the situation and the failure.
We recommend checking on the print from time to time using the Bambu Handy app Live View and to always wash the build plate before starting a print.

¶ How to detect the clumping?
The principle of nozzle clumping detection is to use the extrusion force sensor (eddy current sensor) to detect whether the nozzle is wrapped by the molten filament. When the detection is performed, the printer moves outside the heat bed and then makes a tentative touch. If the nozzle is not covered by filaments, the nozzle will only touch the air during this process, and the sensor will not detect any external force. If the nozzle is wrapped with filaments to form a thick mass, the mass will hit the heat bed during the above motion, and the extrusion force sensor will detect the change in force.
Note: During this process, if the nozzle is wrapped by filaments or the build plate is not placed properly, the nozzle will touch the heat bed and the force change will be detected.
There are two types of nozzle clumping detection. After the detection is enabled, the printer will perform nozzle clumping detection when the following conditions are met:
1. After printing all the walls of the first object on the third layer of this plate, the tool head will move to the position of the purge wiper for the first detection. The specific coordinates of the nozzle during detection: A1 mini (X-6, Y 170, Z-1); A1 (X 261, Y 250, Z-1). The detection process is shown in the following figure.
 |
 |
2. After printing more than 3 layers, the nozzle clumping detection is performed for every 8g of filament consumed. For example, if the first 3 layers have consumed 8g of filament, there will be a detection when printing the 4th layer. If the first 3 layers of printing do not consume 8g filaments but consume 8g before printing the 6th layer, then there will be a detection at the 6th layer. The next step is also to detect when every 8g of filament is consumed, and the detection is carried out after printing the walls of the first object in the layer. The presence of travel during the printing process may result in defects. By detecting the defects after the outer wall has been completed, if any, they will be located on the inside of the model. The specific coordinates of the nozzle during detection: A1 mini (X 187, Y 178, Z 0); A1 (X 261, Y 250, Z 0). The detection process is shown in the figure below:
When the clumping is detected, the printer will automatically pause printing and pop up a reminder, since the detection function is not 100% accurate, you need to determine whether the nozzle is clumped by the filament or just the nozzle touched the build plate or other foreign objects. Clear the blob or place the build plate properly before printing. If the nozzle is indeed wrapped in a filament to form a blob, you can refer to this wiki to clean it up: Hotend Blob Cleaning Instructions | Bambu Lab Wiki
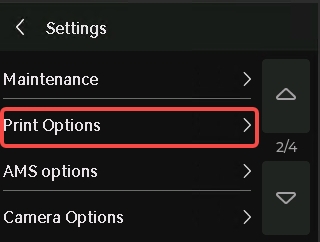
¶ How to enable the function?
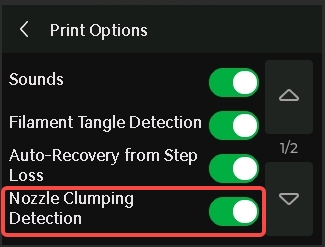
You can enable the Nozzle Clumping Detection function on the Print Option page of the screen, as shown below:
 |
 |
Firmware/software version requirements for enabling the nozzle clumping detection: Firmware version 01.02.00.00 or later, Bambu studio version 1.8.2 or later.
- The minimum Bambu Studio version that supports A1 mini multiple nozzle clumping detection is 1.8.2
- The minimum Bambu Studio version that supports A1 multiple nozzle clumping detection is 1.9.0
¶ Matters needing attention
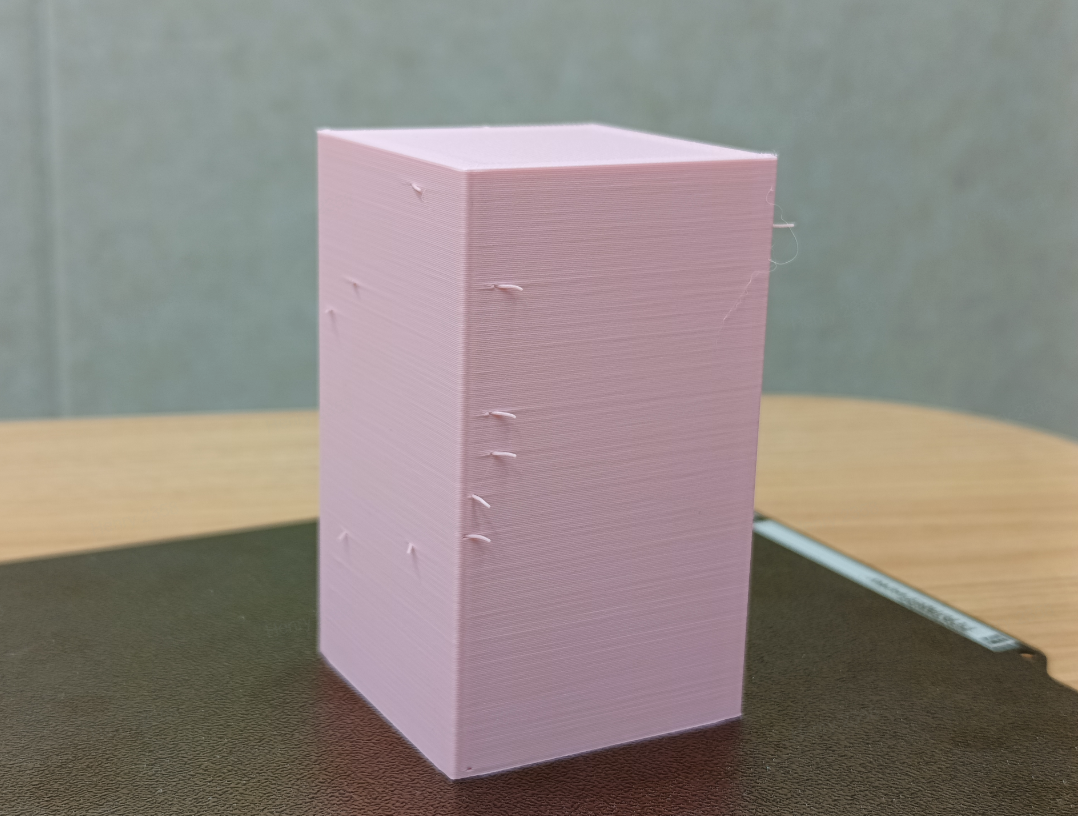
1. Because the nozzle will travel a certain distance during the clumping detection, there will be a certain degree of leakage under the nozzle, and it will increase with the height of the model. If the height of the printed object is more than 70mm or you care about the print quality, it is recommended to add a wipe tower, otherwise, there may be defects on the surface of the printed model, as shown in the following figure:
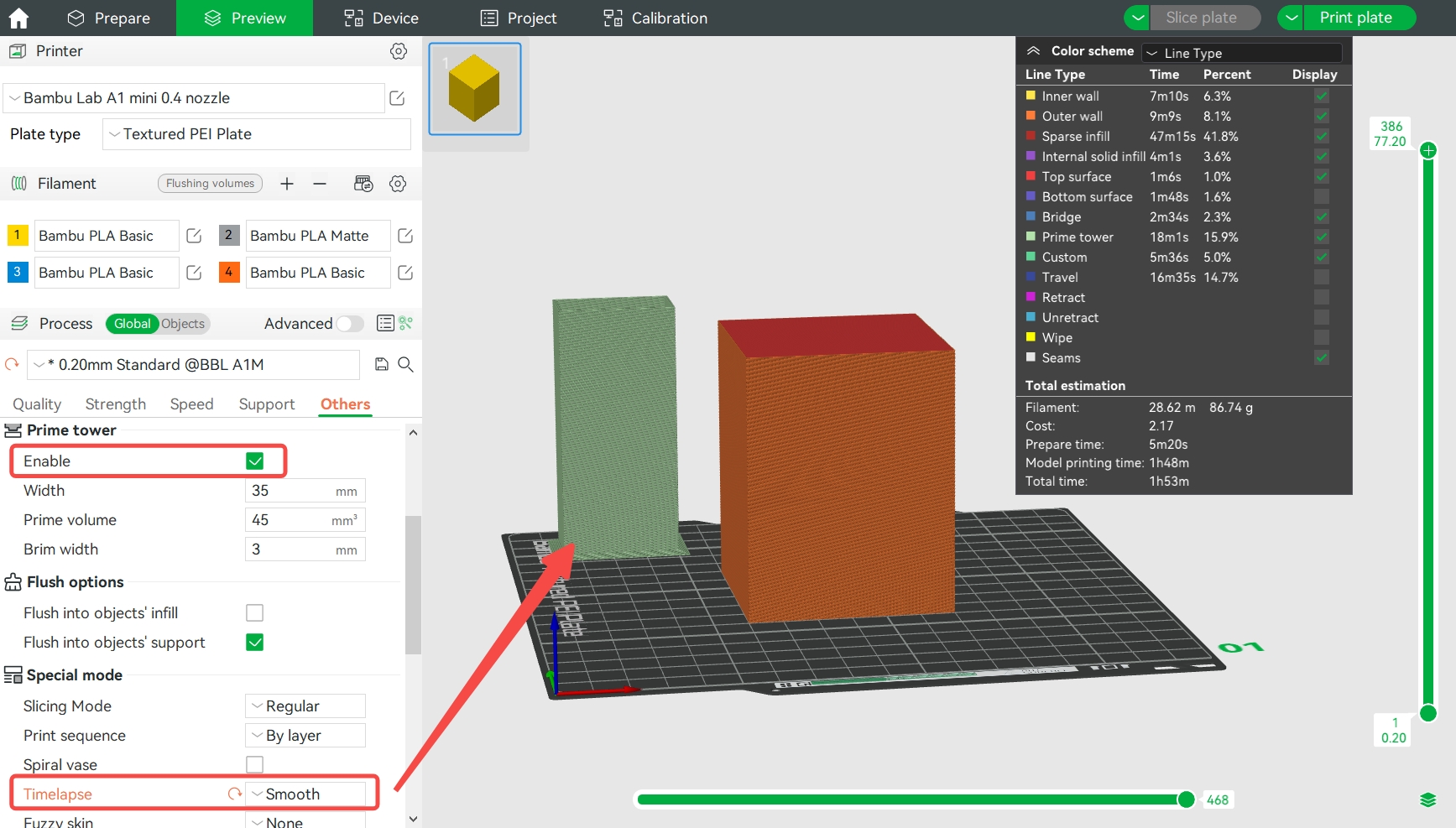
The wipe tower is enabled by default for multi-color printing tasks, and if you are printing a single-color object, you can set the timelapse mode to "Smooth mode" so that it also generates a wipe tower to absorb defects. As for whether to enable the timelapse function, you can check "Timelapse" in the window of sending print tasks according to the actual situation. For details, you can refer to Timelapse Functionality Introduction | Bambu Lab Wiki.
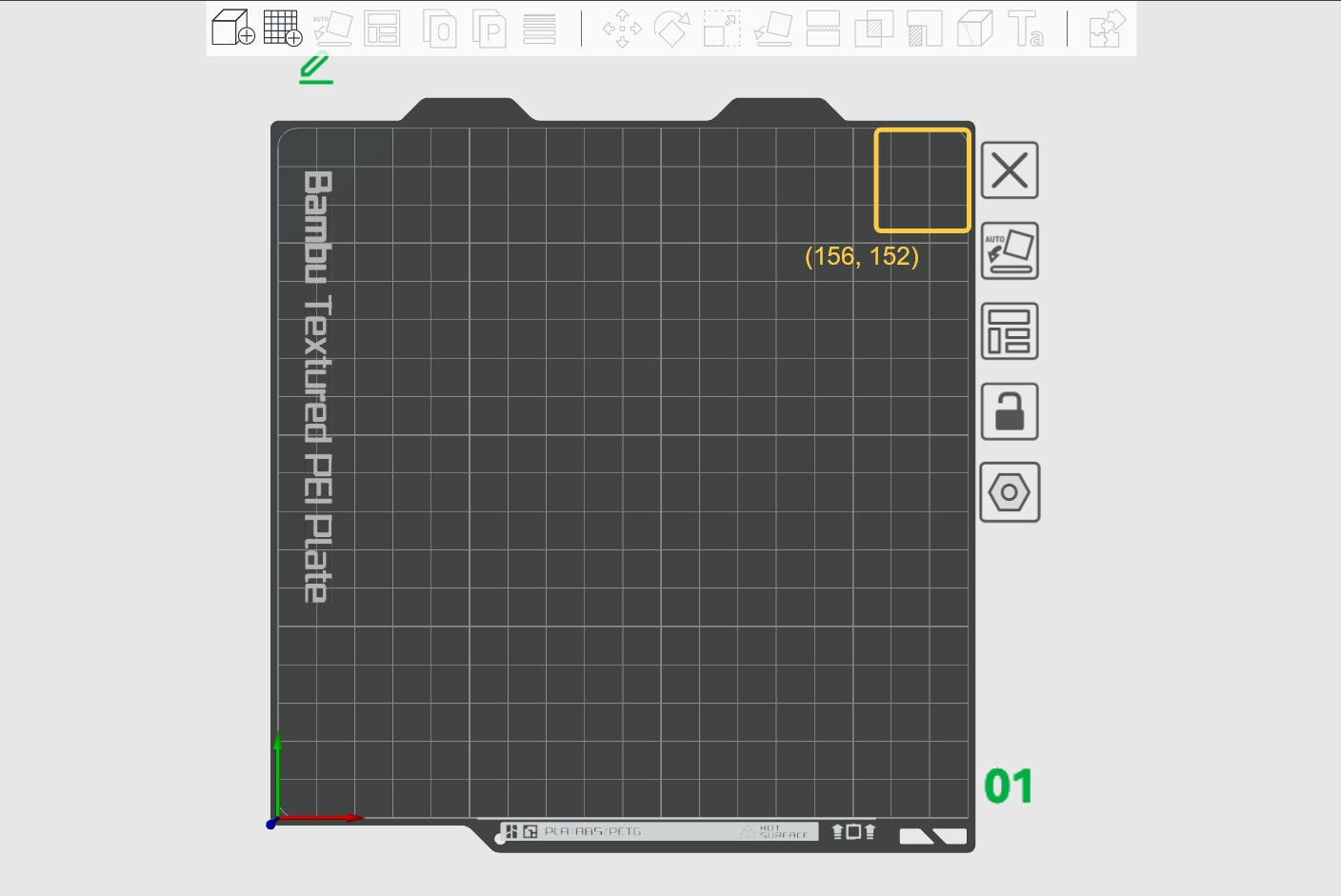
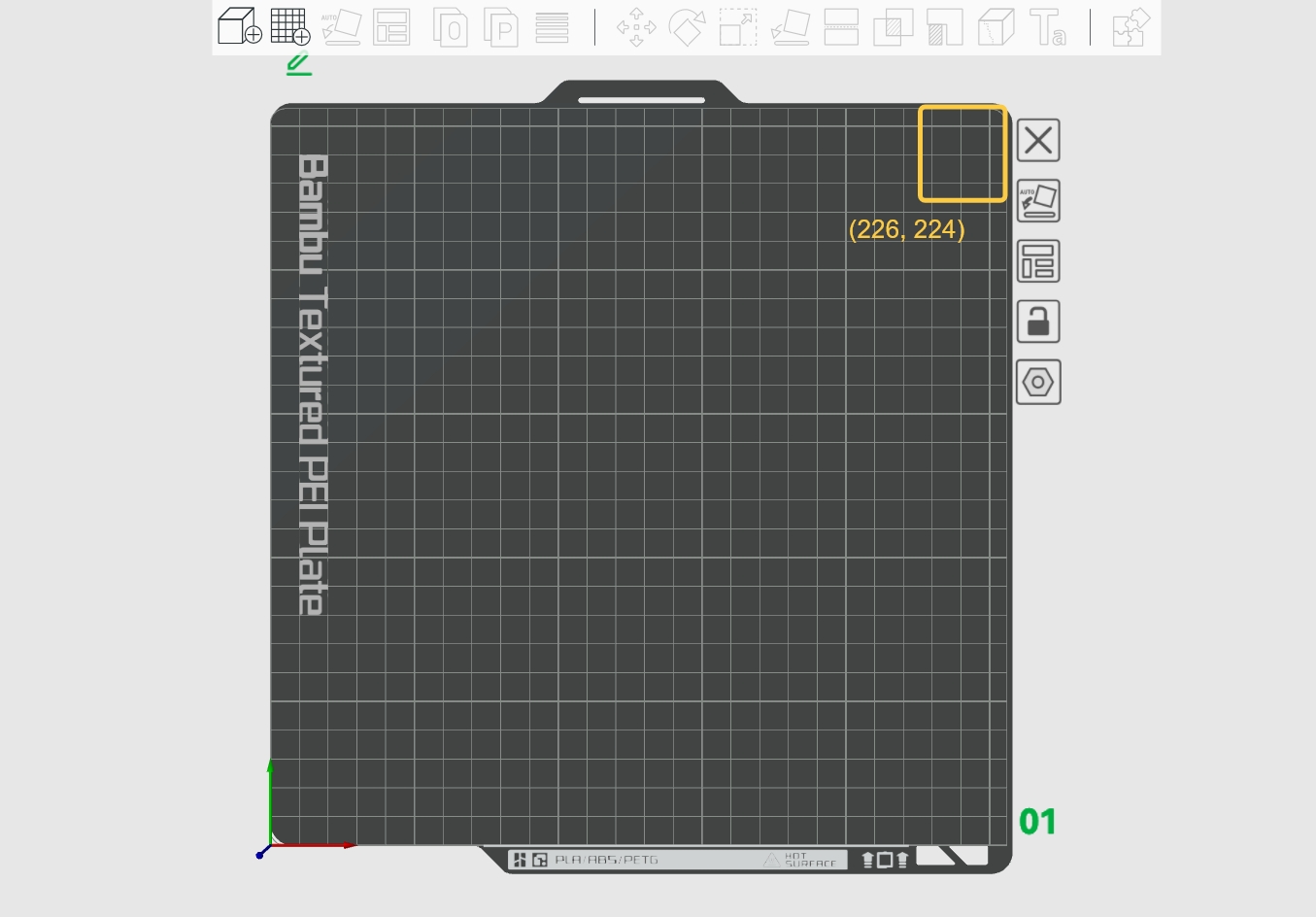
2. This feature has restrictions on the placement of objects on the plate. As mentioned above, nozzle clumping detection will occupy a certain amount of heat bed space. The A1 mini detection area is (156, 152) ->(180, 180), and the A1 detection area is (226, 224) ->(256, 256), so there is a certain limit to the printable space of the heat bed. After enabling this function, the printer cannot fully print the full plate.
3. If a printed object is placed in the detection area, the second detection (every 8g filament consumed) will not be performed, and only the detection at the 3rd layer will be performed.
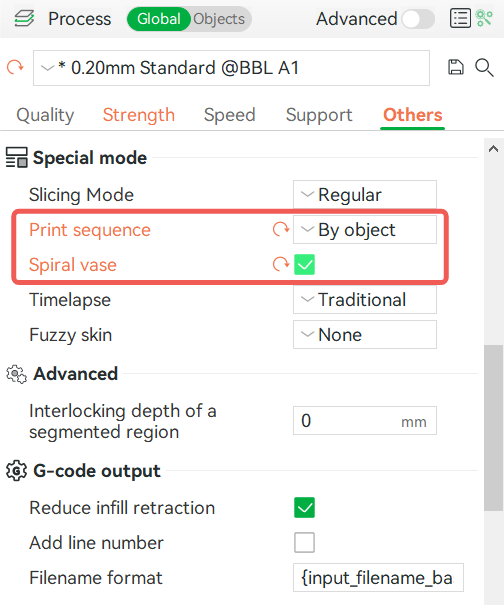
4. The nozzle clumping detection will not take effect if you select Print By object or Spiral vase in the Special mode.
¶ End Notes
We hope the detailed guide provided has been helpful and informative.
To ensure a safe and effective execution, if you have any concerns or questions about the process described in this article, we recommend submitting a technical ticket regarding your issue.
Please include a picture or video illustrating the problem, as well as any additional information related to your inquiry.